TL;DR #
Inline inkjet integration into rotogravure lines running at 200 m/min is technically validated — but position accuracy under speed variation is the critical failure point that separates production-ready systems from lab prototypes. Buyers specifying variable QR code packaging need to evaluate encoder-sensor synchronization and OCR camera configuration, not just print resolution. Before issuing any RFQ for high-speed serialized packaging, confirm that the supplier’s system uses speed-encoder + color-mark sensor fusion with automatic lateral/longitudinal offset correction.
Overview #
Variable QR code printing on high-speed rotogravure lines is one of those capabilities that sounds straightforward on a supplier’s capability sheet and proves far more complicated in actual production. The engineering challenge isn’t generating unique codes — it’s placing them accurately, at speed, on a substrate that’s moving at up to 200 meters per minute, while simultaneously verifying every single one.
The technical data referenced in this article comes from production trials conducted at a large-scale tobacco packaging printing facility operating industrial-grade rotogravure equipment. The work involved systematic evaluation of three variable-code implementation methods across different speed ranges, with inline OCR verification integrated directly into the press line. Sample sets were evaluated under both stable-speed and speed-transition conditions — the latter being precisely where most systems fail.

QR codes can encode up to 1,817 Chinese characters or several thousand alphanumeric characters in a single symbol — a density that makes them the only practical choice for full product traceability on packaging. One-dimensional barcodes, by contrast, are limited to item identification only; they cannot carry descriptive product data. This distinction matters to procurement teams specifying packaging for regulated industries, because a 1D barcode on a tobacco pack or pharmaceutical carton identifies the SKU — a QR code can carry batch, line, timestamp, and authentication data in the same printed area.
Most procurement teams don’t realize that GS1 General Specifications for barcodes and data carriers on packaging was updated to formally accommodate 2D matrix symbols in retail and packaging applications — and that the verification grading criteria differ substantially from legacy 1D standards. Specifying a QR code on packaging without specifying a minimum ISO/IEC 15415 print quality grade is an incomplete specification.
Variable QR Code Implementation Methods: A Direct Comparison #
Three production methods exist for generating variable QR codes on packaging lines. They are not interchangeable — each has a hard ceiling on speed, cost structure, and quality consistency that determines whether it belongs in a high-volume packaging operation.
Digital printing (toner or inkjet-based variable data presses) is the most familiar method for print buyers. It handles variable content natively, produces visually clean output, and requires no mechanical integration with an existing press line. The problem is throughput. Digital presses suitable for variable QR output top out well below the speeds of a production rotogravure line, and per-unit cost at volumes above 100,000 impressions becomes prohibitive. For serialized packaging at scale, digital printing is a sampling and short-run tool, not a production solution.
Laser ablation produces permanent, high-contrast marks by burning the substrate or coating surface directly — no ink, no consumables, negligible ongoing cost. Laser coders can penetrate transparent BOPP films and mark the underlying substrate without breaking the seal, which is useful in cigarette wrapping applications. But the speed ceiling is the disqualifying factor: high-quality laser QR code output maxes out at approximately 60 m/min under production conditions. That’s less than one-third of the target rotogravure line speed.
High-speed inkjet (jet printing) is the only method that scales to rotogravure production speeds. Industrial inkjet systems have demonstrated sustained output at several hundred meters per minute — matching or exceeding the 200 m/min rotogravure baseline. The trade-off is ink system management, nozzle maintenance, and the synchronization engineering discussed in the next section.
Method Comparison Table #
| Implementation Method | Max Production Speed | Variable Data Capability | Relative Unit Cost at Scale | Substrate Compatibility |
|---|---|---|---|---|
| Digital printing (toner/inkjet press) | ~30–50 m/min typical | Native | High | Broad, limited by press config |
| Laser ablation/coding | ~60 m/min (high quality) | Native | Low (no consumables) | BOPP, foil, coated board |
| High-speed inkjet (inline jet) | 200+ m/min | Native | Medium (ink + maintenance) | Most substrates with surface treatment |
| Conventional gravure (fixed plate) | 200+ m/min | None — fixed content only | Very low at volume | All gravure substrates |
Honestly, most buyers over-specify the resolution requirement for variable QR codes and under-specify the positional accuracy. A QR code printed at adequate resolution but placed 3–4 mm off its registration target will fail inline OCR verification — and the reject rate compounds at speed. The specification that matters is positioning repeatability under speed variation, not dot size.
Inkjet ink systems in this application divide into UV-cure and thermal/solvent evaporation types. UV-cure inks polymerize instantly under UV exposure — fast cure, good adhesion, no solvent emissions. Water-based thermal evaporation inks use water and a small percentage of alcohol as the carrier, which gives them an environmental advantage and simpler regulatory status. Solvent-based thermal systems offer broader substrate adhesion but carry the ventilation and VOC management overhead familiar from gravure ink systems.
Inline QR Code Synchronization and OCR Verification in Rotogravure #
This is where the engineering gets specific — and where most systems either prove themselves or fail.
Code Assignment (赋码) — The Positioning Problem #
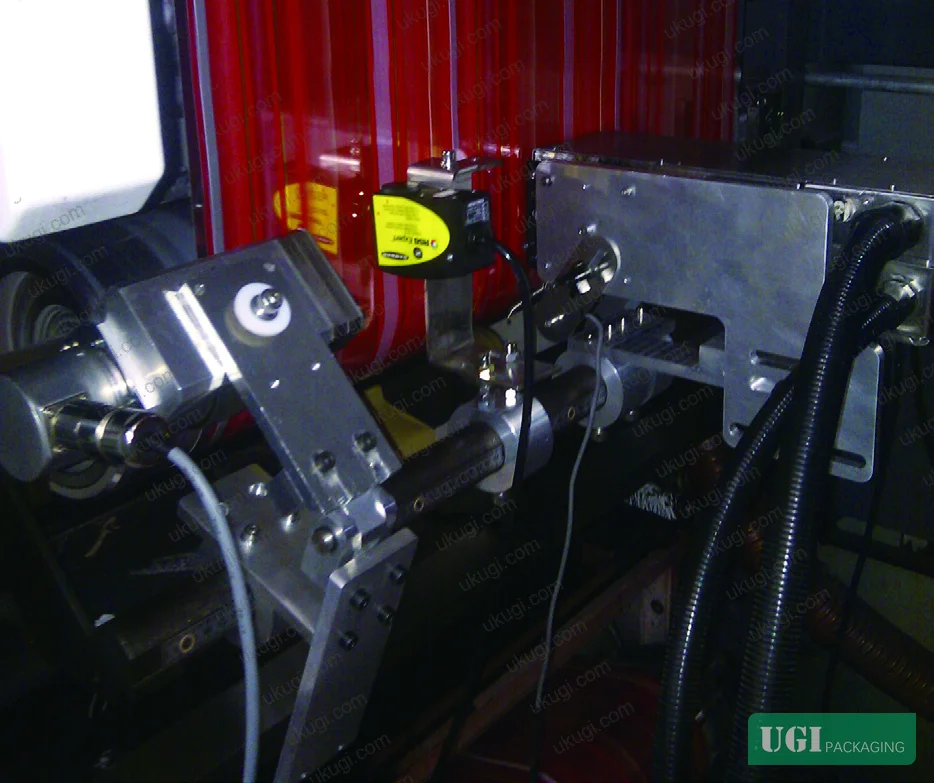
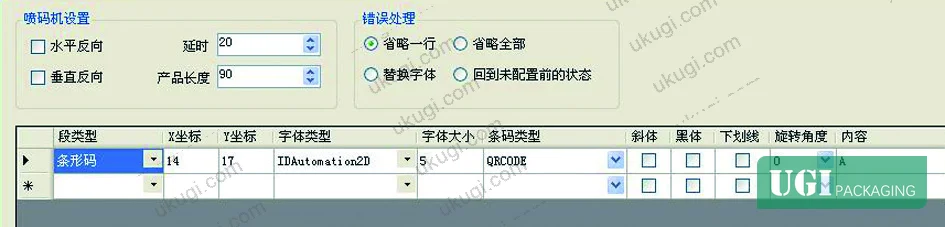
The core technical challenge in inline variable QR printing isn’t generating the code — it’s triggering the inkjet head at precisely the right moment on a substrate moving at 200 m/min, and maintaining that positional accuracy when press speed changes.
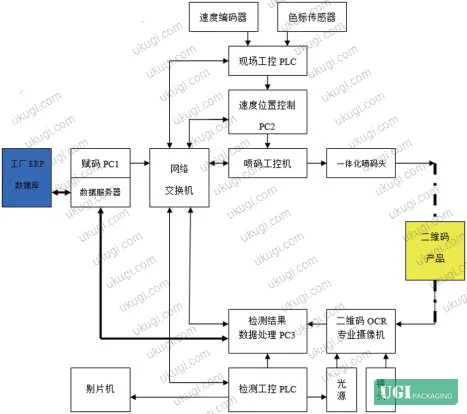
The validated approach uses a dual-sensor architecture: a color-mark sensor reads registration marks already printed by the gravure unit, and a speed encoder provides continuous velocity data. The inkjet industrial PC (IPC) combines these inputs to calculate the precise trigger delay for each code placement. This alone handles steady-state operation adequately.
The harder problem is speed transitions. When press speed ramps up or down — startup, slowdown, tension adjustments — the fixed delay values that work at stable speed produce systematic positional drift. The solution implemented in production trials uses a variable-speed offset correction: pre-characterized positioning data collected at multiple stable speeds is used to generate a linear interpolation model. When the encoder reports a speed outside the calibrated steady-state range, the system automatically calculates lateral and longitudinal offset corrections to compensate.
In supplier qualification, field evaluations showed that systems relying only on color-mark triggers without encoder-based speed compensation produced unacceptable positional variance during press acceleration and deceleration phases. The positional drift during speed transitions is not random — it’s systematic and predictable, which means it can be corrected, but only if the system was designed to do so.
OCR Verification — Camera Configuration and Throughput #
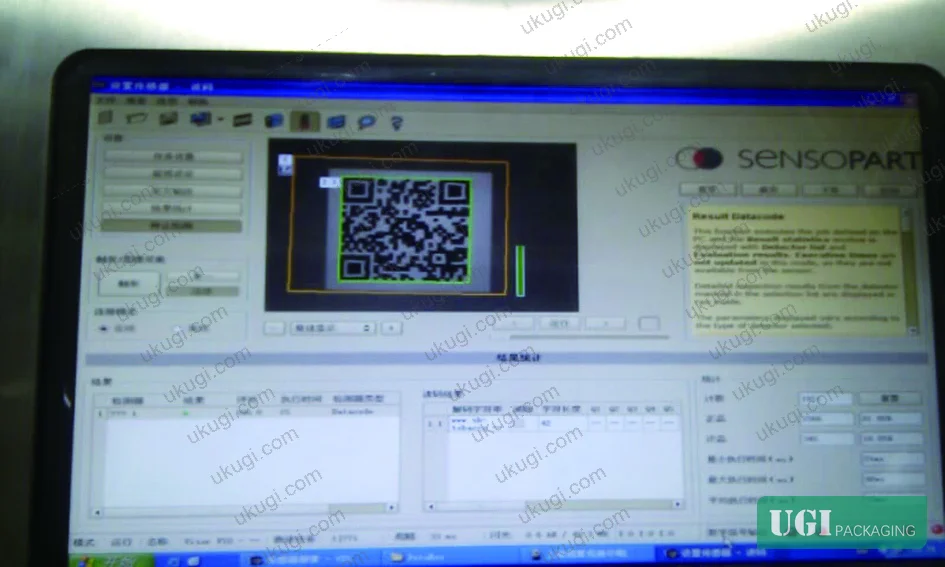
After code assignment, every QR code must be read and verified before the substrate advances further. This is non-negotiable in serialized packaging: an unreadable code on a finished pack represents a traceability failure.
The OCR verification system uses one or more camera arrays positioned downstream of the inkjet station. Cameras capture each code, decode the data, compare it to the expected value, and either pass the product or trigger a rejection/marking signal to the defect removal system. Accepted data is simultaneously uploaded to the central tracking server.
Camera selection is a procurement decision that directly affects system cost and throughput. A single high-performance camera module capable of reading codes at 200 m/min carries a cost premium that can be a multiple — sometimes an order of magnitude — above a lower-spec unit. The production-validated alternative is a three-camera parallel array where each camera scans one-third of the total code population per pass. This reduces the read-speed requirement per camera to one-third of the line speed, allowing the use of lower-cost, proven industrial camera modules without sacrificing verification coverage.

The verification system serves a secondary function beyond data checking: it provides real-time positional feedback on code placement. If codes are drifting relative to their target coordinates, the OCR system reports the offset back to the IPC, which can either auto-correct the trigger timing or flag the condition for operator intervention.
Compliance with ISO 22000:2018 Food safety management systems for food packaging and equivalent traceability frameworks increasingly requires documented, auditable verification of every serialized code — not just periodic sampling. An inline OCR system with server upload is the only architecture that satisfies this requirement in high-speed production.

Practical Guidance for Buyers #
If you’re specifying variable QR codes on rotogravure-printed packaging — tobacco packs, pharmaceutical cartons, premium consumer goods — the supplier conversation needs to go beyond “can you print QR codes?” Every supplier will say yes. The question is whether their inline inkjet system is integrated at the press controller level with encoder-based speed compensation, or whether it’s a bolt-on unit running on fixed timing parameters that degrades during speed transitions.
Ask for production trial data showing code placement accuracy across the speed ramp — specifically from 0 to 200 m/min. If they can’t provide that data, the system hasn’t been properly qualified.
For OCR verification, confirm whether the system verifies 100% of codes inline or uses statistical sampling. In most regulatory environments for serialized packaging, 100% inline verification with server-side data logging is the only acceptable configuration.
Ink system selection matters more than buyers typically appreciate. UV-cure systems offer faster throughput but add UV lamp maintenance and substrate compatibility constraints. Water-based evaporation inks are environmentally cleaner and simpler to manage but require adequate drying dwell time at speed. For tobacco pack printing and other high-volume applications, the ink system choice affects both production uptime and downstream compliance documentation.
At ukugi.com, we operate as a Guangzhou-based OEM/ODM manufacturer with full in-house printing and finishing capabilities across gravure, digital, and specialty processes — including security printing and variable data applications for international brand owners. If you’re developing specifications for a serialized packaging program, our technical team can advise on system integration requirements before you finalize your RFQ.
For buyers evaluating hologram security stickers alongside variable QR code serialization — a combination increasingly common in tobacco and premium consumer goods — the authentication architecture needs to be planned as a unified system, not two separate procurement exercises.
Also worth noting: ASTM D882 Standard Test Method for Tensile Properties of Thin Plastic Sheeting is frequently referenced when specifying flexible substrates for inkjet QR printing — substrate dimensional stability under press tension directly affects positional accuracy at speed.
Need a custom formulation or sample? Request a quote from our team →
Technical Verification Questions #
- What is the maximum validated production speed (in m/min) at which your inline inkjet QR system maintains positional accuracy, and can you provide encoder-logged placement data across the speed ramp from startup to full production speed?
- Does your speed compensation system use pre-characterized offset data at multiple stable speeds to generate linear interpolation corrections during speed transitions, and what is the lateral/longitudinal positioning tolerance at 200 m/min?
- What is the OCR verification coverage rate — 100% inline per-code verification or statistical sampling — and does your system include automatic defect ejection and real-time server upload of verified code data?
- For your inkjet ink system, specify the drying mechanism (UV-cure, water-based thermal evaporation, or solvent-based thermal evaporation), and provide the minimum substrate surface energy specification required for acceptable adhesion at your maximum line speed.
- In your three-camera (or equivalent multi-camera) OCR verification configuration, what is the per-camera read speed requirement, and what ISO/IEC 15415 print quality grade does your system’s output consistently achieve at 200 m/min?
Quality Verification Checklist #
- ☐ Inkjet system is integrated at press controller level with speed encoder + color-mark sensor dual-input architecture (not fixed-delay timing only)
- ☐ Variable-speed offset correction is implemented using pre-characterized multi-speed calibration data with linear interpolation, confirmed by production trial log
- ☐ OCR verification covers 100% of printed codes inline (not sampling), with documented defect ejection and server-side data upload per production run
- ☐ Code placement positional accuracy is specified and verified under speed-transition conditions (0–200 m/min ramp), not steady-state only
- ☐ Ink system type is documented (UV-cure / water-based / solvent-based) with substrate compatibility confirmation for specified packaging material
- ☐ Camera array configuration meets throughput requirements — single high-spec unit or confirmed three-camera parallel array reducing per-camera speed load to ≤1/3 of line speed
- ☐ QR code print quality meets a minimum defined ISO/IEC 15415 grade, verified by production sample measurement, not vendor self-declaration
- ☐ Laser ablation is eliminated as a candidate if production line speed exceeds 60 m/min
Key Specifications Table #
| Parameter | Recommended Value | Verification Method |
|---|---|---|
| Maximum inline inkjet production speed | ≥200 m/min sustained | Encoder-logged speed data during production trial |
| Laser ablation maximum speed (high-quality QR) | ≤60 m/min | Production trial — above this speed, defect rate increases sharply |
| OCR camera array coverage per camera (3-camera config) | 1/3 of total code volume per scan | System configuration documentation + verification log |
| Speed compensation offset correction | Automatic linear interpolation from multi-speed calibration data | Position deviation measurement across 0–200 m/min ramp |
| Ink drying mechanism (water-based) | Water + low-percentage alcohol carrier (thermal evaporation) | Ink formulation datasheet + VOC compliance documentation |
| QR code data capacity | Up to 1,817 Chinese characters or several thousand alphanumeric characters | ISO/IEC 18004 standard symbol specification |
| Verification coverage | 100% inline per-code | Production run data logs with defect ejection records |
Looking for a manufacturer that meets these specs? Get a free sample — MOQ starts at 500 units.
References #
Data source: Integration of Variable QR Code Inkjet Systems with High-Speed Rotogravure Packaging Lines: Position Synchronization and Inline Verification, S. Zeng et al., Journal of Printing Science and Technology, 2023
Frequently Asked Questions #
Why can’t digital printing replace inline inkjet for variable QR codes on high-volume packaging lines?
Digital presses offer clean variable-data output and flexible content, but they cannot match rotogravure line speeds — which typically run at 200 m/min or above. Digital is appropriate for short-run and sampling applications. For production volumes where rotogravure is the primary process, inline inkjet is the only method that operates at matching speed without creating a bottleneck.
What causes QR code positional drift during press speed changes, and how is it corrected?
At stable speed, a fixed trigger delay between the color-mark sensor reading and the inkjet firing maintains consistent placement. During acceleration or deceleration, this fixed delay becomes inaccurate because the substrate distance traveled per unit time changes. The correction is an encoder-based variable offset system: pre-calibrated positioning data from multiple stable speeds is used to interpolate the correct lateral and longitudinal correction in real time as speed changes. Without this, every speed transition produces a cluster of misplaced codes.
Is 100% inline OCR verification actually required, or is statistical sampling acceptable?
For most serialized packaging programs — particularly in tobacco, pharmaceutical, and regulated consumer goods — 100% inline verification with server-side logging is the functional requirement, even where no regulation explicitly mandates it. Statistical sampling cannot provide the continuous data feed needed for real-time traceability or catch systematic placement failures before they produce large reject volumes. Any supplier proposing sampling-based verification for a high-speed serialized line should be asked to explain the gap.
How does the three-camera OCR configuration reduce cost without sacrificing verification quality?
A single camera covering the full code verification task at 200 m/min requires a very high read speed, which pushes the camera module into a significantly higher cost bracket — sometimes orders of magnitude above a standard industrial camera. By deploying three cameras in parallel, each camera is responsible for one-third of the code population per pass, effectively reducing the required read speed per unit to one-third of line speed. Total verification coverage remains 100%; per-camera cost drops substantially.
What is the practical difference between UV-cure and water-based inkjet inks for this application?
UV-cure inks polymerize on contact with UV light — cure is essentially instantaneous, which simplifies drying system design and allows immediate downstream handling. The trade-offs are UV lamp maintenance, ink cost, and substrate compatibility constraints (some coatings and films react poorly with UV systems). Water-based inks using thermal evaporation are simpler in terms of regulatory compliance and environmental management, but require adequate drying dwell time at line speed — a factor that needs to be engineered into the press configuration.
Published by ukugi.com Technical Team | Request a quote



