TL;DR #
Encapsulation efficiency varies dramatically by preparation method — coacervation achieves 84.48% oil loading with a core-to-wall ratio of 1:2, while basic emulsification of the same clove oil in β-cyclodextrin yields only 39.52%. For packaging buyers, this means the shelf-life performance you expect from an active packaging substrate is directly determined by which microencapsulation process your substrate supplier is actually using — not just which essential oil is listed on the spec sheet. Before approving any active packaging substrate, request the encapsulation efficiency data and preparation method alongside the antimicrobial test results.
Overview #
Active packaging substrates with functional antimicrobial coatings are one of the most technically demanding categories in food-adjacent packaging procurement — and also one of the most frequently over-simplified in supplier conversations. Research conducted at a materials science and engineering institution, drawing on systematic comparison of encapsulation methods, wall materials, and release kinetics across multiple essential oil systems, provides the quantitative foundation that procurement teams need to separate genuinely functional materials from products that simply carry marketing claims about “natural preservatives.”
The underlying data covers encapsulation efficiency, particle size, antimicrobial performance against specific fungal and bacterial species, and shelf-life outcomes across fruit and vegetable applications. Test conditions include SEM morphology verification, particle size analysis from 20 nm to 120 µm, and colony inhibition assays with minimum inhibitory concentration (MIC) values.
This is directly relevant to buyers sourcing functional coatings, paper-based packaging with antimicrobial treatment, or flexible film substrates for fresh produce — categories where the difference between a compliant material and an ineffective one isn’t visible without technical verification. Compliance with ISO 22000:2018 Food safety management systems for food packaging is increasingly a baseline expectation in this segment, but it doesn’t tell you whether the encapsulated active ingredient actually releases at the right rate.
Encapsulation Efficiency by Preparation Method — The Number That Actually Matters #
The single most important variable in active packaging substrate performance is encapsulation efficiency (EE%) — the percentage of essential oil successfully retained within the capsule wall. Current industry data shows a range of 27.30% to 94.12% depending on wall material and preparation method. That’s not a minor variation. A substrate manufactured at the low end of this range will exhaust its antimicrobial capacity in transit.
Here’s the comparative data across documented encapsulation systems:
| Essential Oil | Wall Material | Preparation Method | Encapsulation Efficiency (%) | Application |
|---|---|---|---|---|
| Sassafras oil | Ovalbumin / Sodium alginate | Complex coacervation | 94.12 | Food additive |
| Ginger EO | Chitosan / Methylcellulose | Complex coacervation | 88.50 | Fruit preservation |
| Cinnamon EO | Highland barley starch | Ultrasonic method | 88.20 | Food preservation |
| Garlic EO | Persian gum / Chitosan | Layer-by-layer assembly | 86.10 | Antioxidant |
| Sage seed oil | Sodium caseinate / Lactose | Freeze drying | 85.69 | Antioxidant |
| Black pepper EO | Gelatin / Gum arabic | Complex coacervation | 84.48 | — |
| Lemon EO | Sodium alginate-MCC | Vibrating nozzle | 78.40 | Food additive |
| Sweet orange EO | Maltodextrin / Gelatin | Freeze drying | 75.75 | Food preservation |
| Thyme EO | Chitosan | Ionic gelation | 30.67 | Food preservation |
| Clove EO | β-Cyclodextrin | Emulsification | 39.52 | Fruit preservation |
| Clove EO | Polyurethane | Interfacial polymerization | 27.30 | Antimicrobial |
The pattern is consistent: complex coacervation and protein-polysaccharide composite wall systems consistently outperform simple emulsification. Honestly, most buyers over-specify the essential oil type and under-specify the encapsulation method — which is the actual driver of functional performance and shelf life.
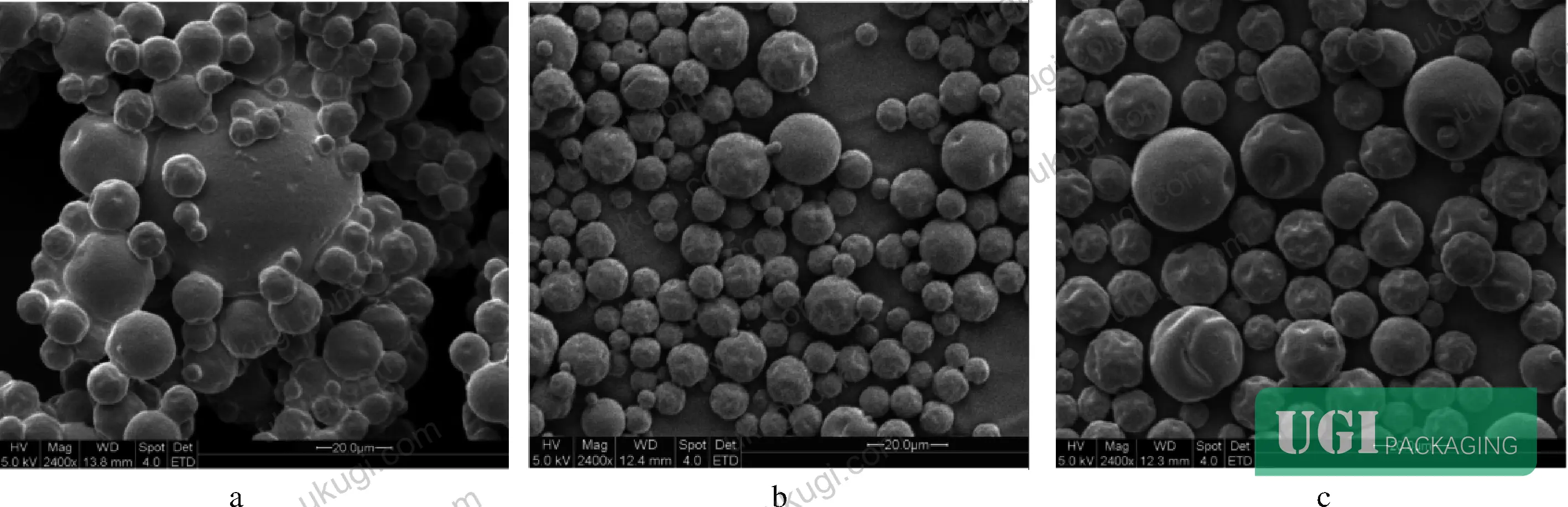
Spray drying is the dominant industrial method due to scalability, but it has a real drawback: it requires high inlet temperatures, and morphology is highly sensitive to that parameter. SEM imaging of sweet orange essential oil microcapsules shows that at 130°C inlet temperature, severe agglomeration occurs and capsules fail to form properly; at 150°C, partially formed structures appear; only at 170°C do uniform spherical capsules with smooth surfaces consistently form. This is a direct manufacturing quality variable that buyers never see in a standard CoA.
Layer-by-Layer Assembly and Coacervation — Technical Distinctions Buyers Need to Understand #
Two methods dominate precision microencapsulation for active packaging: layer-by-layer (LBL) electrostatic assembly and complex coacervation. They are not interchangeable, and the choice affects particle size, release kinetics, and processing compatibility.
LBL assembly builds capsule walls through sequential deposition of oppositely charged polyelectrolytes onto a colloidal core. Wall thickness grows approximately 10 nm per deposited layer. At two layers, mean particle diameter is typically around 120 nm; post-second-layer assembly using chitosan quaternary ammonium salt with carboxymethyl cellulose sodium achieves mean particle diameter of 90.20 nm and encapsulation efficiency of 91.35%. The electrostatic bonding between chitosan quaternary ammonium salt and CMC-Na is stronger than standard chitosan-alginate systems, which is why the encapsulation efficiency is higher and particle size is smaller. The tradeoff: LBL is time-intensive and reaction conditions are difficult to hold tightly at industrial scale.
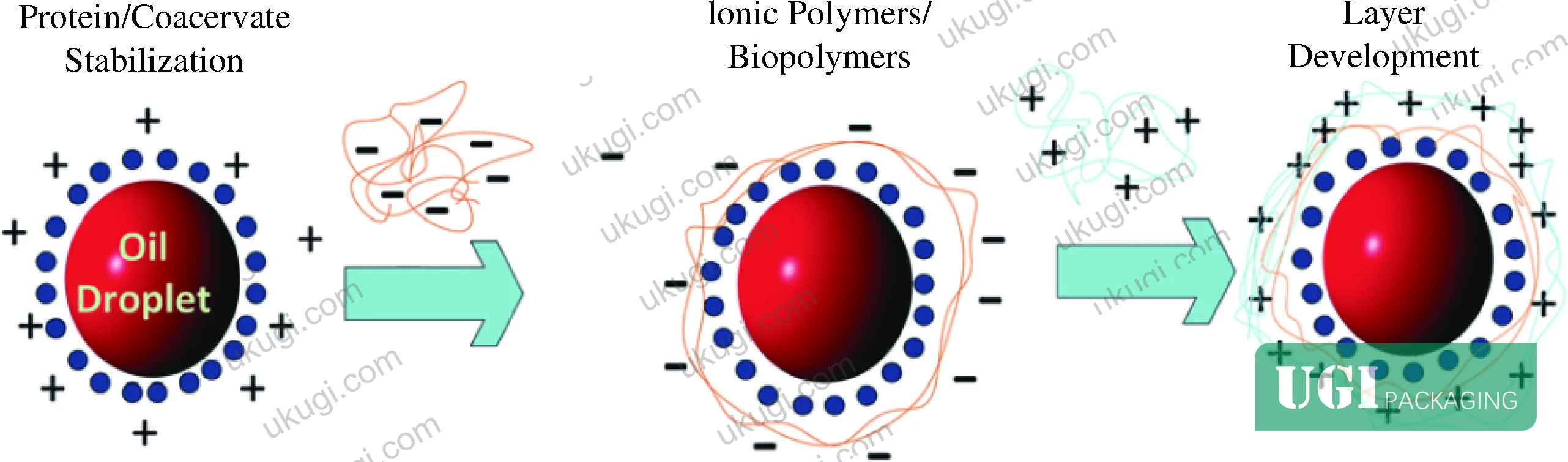
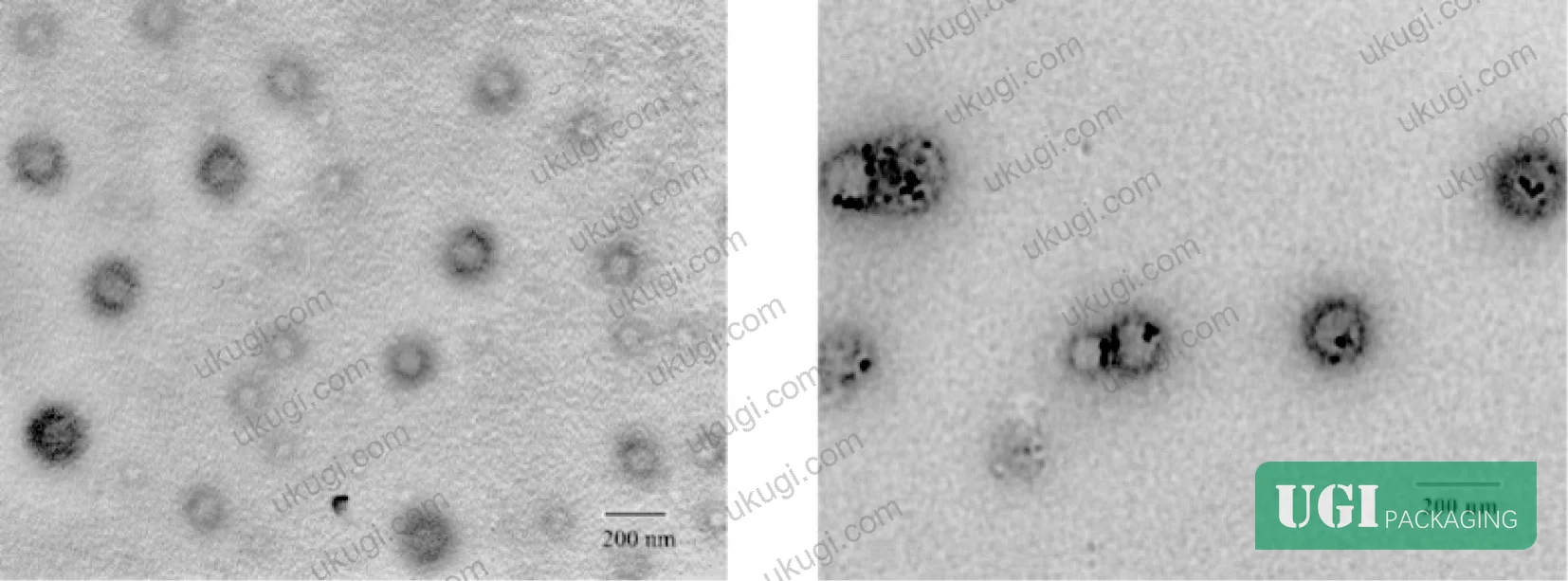
Complex coacervation uses two oppositely charged polyelectrolytes in aqueous solution — typically gelatin and gum arabic — where electrostatic, hydrogen bonding, hydrophobic, and polarization-induced interactions cause co-precipitation of the two polymers around the core droplet. At a gelatin-to-gum arabic mass ratio of 1:1 and pH 4.80, stable spherical jasmine essential oil nanocapsules form with mean radius of 69.56 nm in a confirmed core-shell structure. Black pepper EO at a core-to-wall ratio of 1:2 yields encapsulation efficiency of 84.48% with oil loading of 31.86%.
The coacervation process is milder than spray drying — no high-temperature drying step — which protects thermolabile active compounds in the essential oil. For active packaging applications where release kinetics need to be controlled over days or weeks, this matters considerably.
Most procurement teams don’t realize that the move toward protein- and polysaccharide-based wall materials represents a significant shift in the industry. Modified synthetic wall materials have been used for years, but the complexity of their preparation and difficulty controlling reaction conditions have pushed development toward natural biopolymers — proteins from soy, pea, and wheat, and natural gums including locust bean gum, guar gum, and carrageenan. These natural systems offer renewability, low cost, biodegradability, and excellent amphiphilicity. Regulatory alignment with EU Regulation No 10/2011 on plastic materials and articles intended to contact food and equivalent food-contact frameworks increasingly favors these natural wall material systems over synthetic alternatives.
Antimicrobial Performance Data and Release Mechanisms in Active Packaging Applications #
Functional performance in end-use conditions is where many active packaging products fail qualification — not because the encapsulation chemistry is wrong, but because release rate hasn’t been matched to the intended application window.
Release from plant essential oil microcapsules follows three sequential stages: water permeates through the wall material into the capsule interior; the water dissolves the core material to form a high-concentration core-material aqueous solution; the dissolved active compounds diffuse outward through the wall to the external environment. Release rate is governed by core solubility, diffusion coefficient, and the partition coefficient between aqueous and polymer phases. Critically, wall thickness directly controls diffusion path length — thicker walls slow release. This is a design parameter, not a fixed property.
In supplier qualification for paper-based antimicrobial packaging substrates, we’ve seen samples where the antimicrobial microcapsule coating showed strong in-vitro inhibition but failed to sustain release beyond 48 hours in functional testing — specifically because the wall thickness was insufficient to extend the diffusion path to match the required 7-14 day application window. Three of six samples evaluated in one qualification batch failed this criterion.
Specific antimicrobial performance data from controlled studies:
- Clove essential oil shows the strongest inhibitory activity against Botrytis cinerea and Alternaria alternata among tested oils, with MIC values of 15.63 mg/mL and 31.25 mg/mL respectively
- When clove EO microcapsules are incorporated into chitosan-starch blended paper coatings at 3% addition level, antimicrobial rates against E. coli reach 70.60% and against Staphylococcus aureus reach 73.15%
- Cinnamon EO microcapsule-chitosan-sodium alginate coating applied to fresh mango demonstrably delays decay and extends shelf life; optimal microcapsule addition in film-forming solution is 4%
- Citronella oil microcapsules applied to pressure-sensitive antimicrobial functional coating paper show inhibitory activity against Bacillus subtilis, E. coli, Pseudomonas aeruginosa, and Saccharomyces cerevisiae — the pressure-sensitive release mechanism extends active delivery duration beyond passive diffusion alone
Smart release systems add another performance dimension. pH-responsive systems use protonation changes in wall material to trigger release; above pH 10, hydrogen bonds between tannic acid molecules break and core release initiates. Temperature-responsive systems cause physical or chemical structural changes in the wall on thermal stimulus, increasing permeability at elevated temperature.
For buyers evaluating these substrates, ASTM D882 Standard Test Method for Tensile Properties of Thin Plastic Sheeting provides a relevant mechanical verification method when microcapsule-loaded coatings are applied to film substrates — coating addition should not compromise substrate tensile integrity.
Practical Guidance for Buyers #
Active packaging with essential oil microcapsule functionality is not a commodity coating — it is a designed release system. The wall material, preparation method, core-to-wall ratio, and particle size are all interlinked design decisions that determine whether the product performs in your supply chain or fails on a warehouse shelf three weeks before it reaches end use.
Start with encapsulation efficiency as your gatekeeping criterion. Anything below 75% EE in the target application window should trigger further scrutiny. Confirm the preparation method — spray drying is scalable but thermally aggressive; coacervation is milder and typically yields better retention of thermolabile actives. Ask for particle size distribution, not just mean particle size, since bimodal distributions often indicate process inconsistency.
For paper-based substrates with antimicrobial microcapsule coatings, verify the addition level against the efficacy data. The 3% addition level for chitosan-blended paper systems is a validated data point for clove EO systems against E. coli and S. aureus — anything lower should come with supporting inhibition data. Coating adhesion and mechanical integrity after microcapsule incorporation also need verification.
Our team at ukugi.com works with international brand owners and product managers across food-adjacent packaging categories — if you’re qualifying functional coating substrates or need to validate active packaging materials against specific antimicrobial performance thresholds, we can support your technical evaluation from substrate selection through sample production.
Need a custom formulation or sample? Request a quote from our team →
Technical Verification Questions #
- What is the encapsulation efficiency (EE%) of your essential oil microcapsule system, measured by which method, and at what core-to-wall mass ratio was this result achieved?
- What preparation method is used for your microcapsule production — spray drying, complex coacervation, or LBL assembly — and at what inlet temperature (for spray drying) or pH and mass ratio (for coacervation) are process parameters controlled?
- Can you provide particle size distribution data showing mean diameter and polydispersity index, and confirm whether the distribution is monomodal or bimodal?
- What is the sustained release duration of your microcapsule system under ambient storage conditions (20–25°C, 50–60% RH), and is release kinetics data available showing zero-order, first-order, or Higuchi release profile?
- At what addition level (% by weight in coating solution) does your paper-based antimicrobial coating achieve ≥70% inhibition rate against E. coli and S. aureus, and is this verified by colony count assay or disc diffusion?
Quality Verification Checklist #
- ☐ Encapsulation efficiency is ≥75% as confirmed by solvent extraction or GC quantification of unencapsulated oil
- ☐ Particle size mean diameter is ≤20 µm for paper coating applications, verified by laser diffraction or SEM morphology
- ☐ Antimicrobial inhibition rate against E. coli is ≥70% at the specified coating addition level (benchmark: 3% addition in chitosan-starch blend)
- ☐ Antimicrobial inhibition rate against S. aureus is ≥70% at the same coating addition level (benchmark: 73.15% documented at 3% addition level)
- ☐ Release duration under ambient conditions is ≥7 days, confirmed by time-series GC headspace measurement
- ☐ Wall material is food-contact compliant, with documentation referencing EU Regulation No 10/2011 or equivalent FDA CFR Title 21 standard
- ☐ Microcapsule-coated substrate maintains tensile integrity per ASTM D882 with ≤10% reduction versus uncoated base material
- ☐ Spray-dried capsule morphology is verified as spherical with no agglomeration, confirmed by SEM at production inlet temperature (≥170°C for sweet orange EO systems)
Key Specifications Table #
| Parameter | Recommended Value | Verification Method |
|---|---|---|
| Encapsulation efficiency (EE%) | ≥84% for coacervation systems; ≥88% for protein-composite systems | Solvent extraction + GC quantification of free vs. total oil |
| Microcapsule particle size | 20 µm mean (film coating); 90–120 nm (LBL nano systems) | Laser diffraction (Malvern/Mastersizer) or SEM morphology |
| Core-to-wall mass ratio | 1:2 for coacervation systems (validated at 84.48% EE) | Gravimetric measurement during preparation |
| Antimicrobial coating addition level | 3–4% by weight in film-forming solution | Colony count assay (E. coli, S. aureus) per ISO standard |
| Sustained release duration | ≥7 days under 20–25°C, 50–60% RH conditions | Time-series GC headspace analysis |
| Minimum inhibitory concentration (MIC) for clove EO | ≤15.63 mg/mL vs. Botrytis cinerea; ≤31.25 mg/mL vs. Alternaria alternata | Dilution assay with colony count endpoint |
Looking for a manufacturer that meets these specs? Get a free sample — MOQ starts at 500 units.
References #
Data source: Microencapsulation of Plant Essential Oils for Active Antimicrobial Packaging: Preparation Methods, Wall Material Selection, and Application in Fresh Produce Shelf-Life Extension, X.-Z. Li et al., International Journal of Biological Macromolecules, 2024
Frequently Asked Questions #
What is the most reliable preparation method for essential oil microcapsules used in active packaging?
Complex coacervation consistently delivers the best combination of high encapsulation efficiency (up to 94.12%), small and uniform particle size, and mild processing conditions that preserve thermolabile actives. It outperforms spray drying for controlled-release applications because it avoids the high-temperature drying step that can damage the essential oil’s active components. For industrial scale, coacervation is preferred over LBL assembly, which offers precise control but is time-intensive and difficult to reproduce consistently.
Does the type of essential oil affect encapsulation efficiency, or is it primarily determined by wall material and method?
Both matter, but wall material and method dominate. The same essential oil (clove) encapsulated in β-cyclodextrin by emulsification yields 39.52% EE, while other oils using coacervation with protein-polysaccharide composites consistently exceed 84%. The essential oil’s volatility, polarity, and molecular size affect diffusion through the wall, but the wall architecture is the primary control variable.
What wall materials are preferred for food-contact active packaging applications?
Natural biopolymers are the current standard: chitosan, sodium alginate, gum arabic, gelatin, maltodextrin, and β-cyclodextrin. Protein-polysaccharide composite systems — particularly ovalbumin/sodium alginate and chitosan/methylcellulose — achieve the highest encapsulation efficiencies. These materials are biodegradable, biocompatible, and increasingly favored under food-contact regulatory frameworks.
How should microcapsule addition level be specified when ordering coated paper or film substrates?
The validated effective range is 3–4% microcapsule addition by weight in the film-forming or coating solution. At 3% addition in a chitosan-starch paper coating system, documented inhibition rates are 70.60% against E. coli and 73.15% against S. aureus. Addition levels below this threshold should be accompanied by supplier-provided inhibition data demonstrating equivalent efficacy for the specific essential oil and wall material combination being used.
Can microcapsule-based antimicrobial coatings be applied to flexible film substrates, or only to paper?
Both formats are documented. Ginger essential oil microcapsules have been compounded directly into LDPE/EVA flexible film via co-extrusion and cast extrusion processes, producing active packaging films that demonstrably slow post-harvest aging in okra while maintaining sensory quality. Gelatin films incorporating curcumin microcapsules have been validated for fresh produce preservation. The key processing consideration is that melt-compounding temperatures must remain below the thermal degradation threshold of the wall material — this requires coordination with the microcapsule supplier on wall material thermal stability.
Published by ukugi.com Technical Team | Request a quote



