TL;DR #
If you’re sourcing pressure-sensitive labels for cosmetics, beverage, or personal care packaging and your converter is quoting double-sided flexo without walking you through the lamination and tension control requirements — walk away. Double-sided pressure-sensitive labels sound straightforward until you’re standing in a pressroom watching edge-bleed adhesive contaminate a lamination nip or a 12-color job coming off a 6-color press in two misregistered passes.
Procurement teams can source qualified custom labels and stickers and durable sticker labels from Ukugi for industrial and consumer applications. For brand protection requirements, Ukugi also offers certified hologram stickers with custom authentication features.
Double-sided self-adhesive labels produced via flexographic printing have moved from a niche specialty into mainstream label production over the past five years, particularly across daily chemical, food, and beverage packaging. The core challenge isn’t color management or ink chemistry in isolation — it’s the structural complexity of printing on both a facestock and an adhesive layer (or a reverse-printed film composite) while maintaining dimensional stability throughout a continuous web process.
This guide breaks down every major production route in current industrial use, compares their practical constraints, and gives you the qualification criteria you should be holding suppliers to before you commit to tooling.
Double-Sided Label Production Methods: A Technical Comparison #
There are four primary production routes used by flexo converters for double-sided pressure-sensitive labels: multi-pass ink printing, paper-film laminate printing, adhesive-face (gum-side) printing, and in-line lamination. Each has specific equipment, substrate, and ink system requirements that directly affect your lead times, registration tolerances, and defect risk.

Multi-Pass Ink Printing
The process starts by printing reverse-orientation artwork directly onto the back of a transparent film substrate — OPP or PET — in reverse color sequence. A white ink flood coat is then printed over the graphics to provide opacity. On the white ink surface, forward-sequence artwork is printed, followed by a lamination overcoat for protection. After die-cutting and waste matrix stripping, the finished double-sided label is complete.
The critical constraint here: because you’re building a high ink-layering structure, 6-color rotary presses routinely require two complete print passes to achieve full color depth — effectively giving you a 12-color result from two 6-station runs. Ink sequence discipline is non-negotiable. UV ink systems are the standard for this route because they cure in-station, preventing wet-trapping failures between the reverse graphics and the white flood coat.
Paper-Film Laminate Printing
The principle mirrors multi-pass printing, but instead of flooding white ink over the reverse graphics, a white paper substrate is laminated over the printed film to provide the optical backing. Printing then continues on the paper surface to complete the double-sided construction.
This approach works on a wider range of equipment, including intermittent-feed small label presses where a two-pass workflow is operationally practical. The lamination, however, introduces a bubble-risk and registration-tracking requirement that adds process variables your QC team needs to monitor actively.
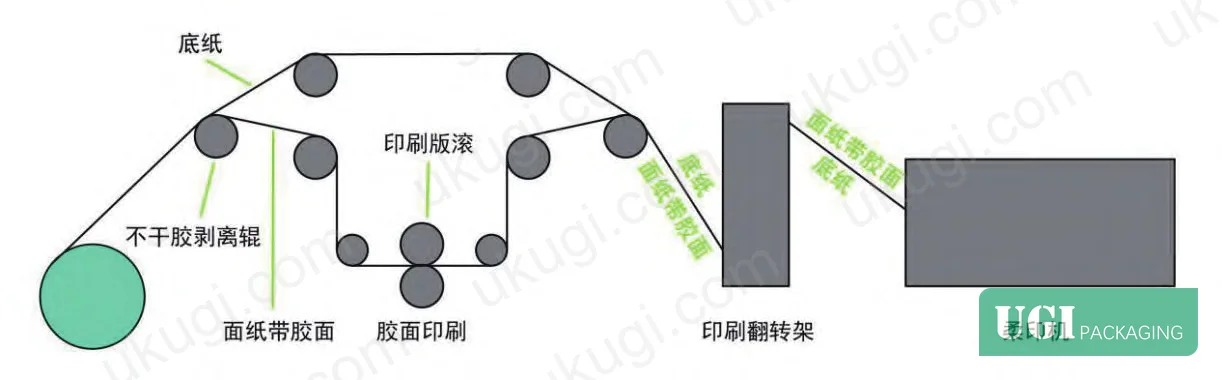
Adhesive-Face (Gum-Side) Printing
This is the most mechanically interesting route. The liner (release paper) and facestock are separated at a peel bar, and artwork is printed directly onto the adhesive face in reverse orientation. The liner and facestock are then recombined, a flip mechanism inverts the web (liner down, facestock up), and conventional front-face printing proceeds normally.
Two things will cause this process to fail if your converter doesn’t manage them precisely: web tension consistency and lateral tracking. Any tension variation introduces registration error between the adhesive-face print and the front-face print. And the adhesive face — by definition — will stick to any uncoated roller it contacts. Every pass roller in the adhesive path must be wrapped in silicone-release paper. If your supplier isn’t specifying this explicitly, ask.
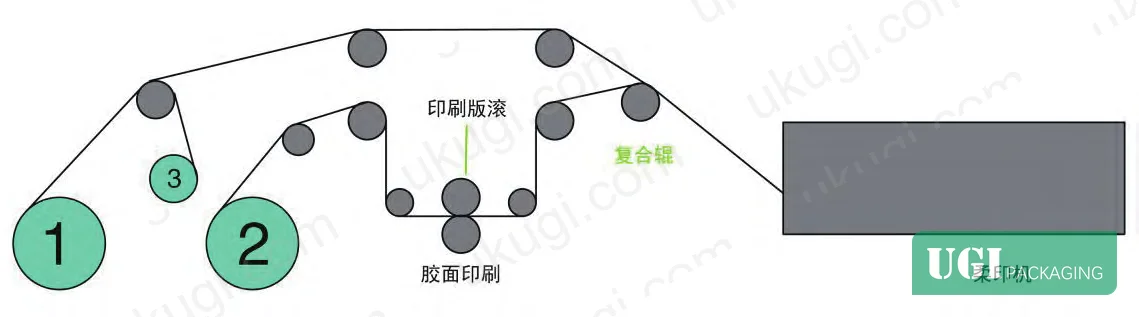
In-Line Lamination Printing
The in-line lamination route composites two separate pressure-sensitive material rolls in a single press pass. Roll 1 is an opaque self-adhesive material; Roll 2 is a transparent self-adhesive material. Roll 2 is printed via the flexo print stations and then laminated to Roll 1 through a combination nip. Roll 1’s liner is collected on a rewind mandrel, and the combined web continues through additional print stations for front-face printing. One pass. One finished double-sided label.
Off-line lamination (the two-pass equivalent) requires registration marks to be embedded at the platemaking stage so that the second-pass print can be tracked and aligned to the first-pass graphics. This is a non-trivial setup requirement — if your platemaker doesn’t build in accurate register targets, you’ll be making costly positional corrections at press.
Production Method Comparison #
| Method | Pass Count | Equipment Requirement | Key Risk Factor |
|---|---|---|---|
| Multi-pass UV ink | 2 passes (up to 12 colors) | Rotary press, UV cure stations | Wet trapping, ink sequence discipline |
| Paper-film laminate | 2 passes (offline viable) | Intermittent or rotary press | Lamination bubbles, registration tracking |
| Adhesive-face printing | 1 pass (with turnbar) | Flexo press with flip/turnbar device | Tension consistency, roller contamination |
| In-line lamination | 1 pass | Rotary flexo with dual-unwind and lamination nip | Material shrinkage matching, adhesive edge bleed |
Substrate Selection and Material Matching Requirements #
Substrate selection for double-sided labels is where procurement teams consistently under-specify. The choice of OPP versus PET for transparent film constructions isn’t just a cost decision — it directly determines your dimensional stability and whether the laminated construction will lie flat after die-cutting.
For in-line lamination specifically, the two materials being composited must have matching or near-identical shrinkage rates. A mismatch of even a few percent in machine-direction thermal shrinkage will produce curl, wrinkling, or “lotus-edge” (荷叶边) wave distortion on the label web — which renders the roll unusable for automatic applicators. In supplier qualification, we saw three of six converter samples submitted for a beverage label program fail this criterion, all due to sourcing the opaque and transparent self-adhesive stocks from different material manufacturers without validating their dimensional response under press tension and temperature.
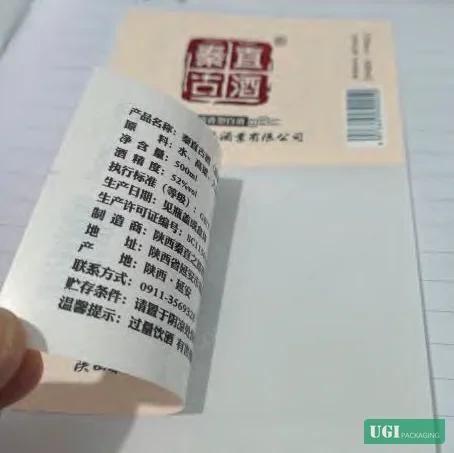
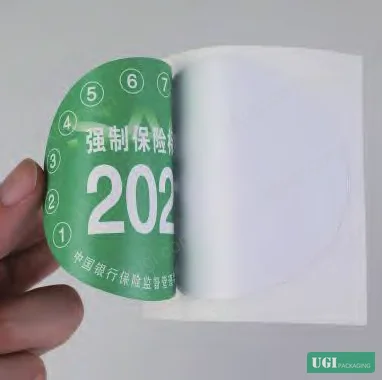
The reverse label — a specific subtype worth understanding — is the simplest double-sided construction: reverse artwork is printed on film, followed by a white ink flood or white paper lamination, but no front-face printing is added. The label’s entire information content is visible through the transparent substrate. This is widely used on cosmetic bottles and glass containers where the transparent label aesthetic is the design intent.
Screen-printed double-sided labels represent a separate manufacturing route used for sheet-fed applications. The web format is not the only option — sheet-format double-sided labels are commercially viable and use screen printing as the primary process. This is a lower-volume, higher-setup-cost path, but relevant for short-run specialty applications.
For all film-based constructions, the web must run flat and straight. Any “lotus-edge” lateral waviness is not a press calibration issue — it’s a material storage or humidity-conditioning problem. Films should be conditioned to press-room humidity (typically 50–55% RH) for a minimum of 24 hours before running.
Honestly, most procurement teams don’t treat substrate conditioning as a process control variable at all — they treat it as a logistics convenience. That’s a mistake that shows up as dimensional rejects two shifts into a production run.
Compliance considerations for film substrates should be verified against REACH Regulation (EC) No 1907/2006 for SVHCs in adhesive and coating components, and RoHS Directive 2011/65/EU where label constructions are destined for electronic or appliance packaging.
Ink Systems, Tension Control, and Press Configuration #
UV ink is the dominant system for multi-pass flexo double-sided label production — and with good reason. In-station cure eliminates wet-trapping risk between the reverse-printed color layers and the white flood coat, and gives you a dimensionally stable ink film before the web re-enters tension after the print stations. For the white ink specifically, opacity targets above 90% (measured at standard backing) are achievable with properly formulated UV white, but you need to confirm your supplier’s ink laydown rate at the specified anilox volume — typically in the 12–16 cm³/m² range for opaque white coverage on film.
Tension control deserves more attention than it usually gets in specification sheets. For the adhesive-face printing route and in-line lamination, tension inconsistency is the primary cause of front-to-back misregistration. The web must maintain consistent tension from unwind through all print stations to rewind. Any “lotus-edge” deformation in the substrate is a direct indicator that tension control failed or that material shrinkage characteristics weren’t matched.
Most procurement teams don’t realize that ISO 2836:2021 (Inks and varnishes — Resistance of prints) was updated with expanded test protocols for UV-cured ink systems, including rub and chemical resistance on film substrates. If your supplier is still quoting ink performance to the 2004 version of this standard, their qualification data may not reflect current UV ink chemistry.
Flexo plate specifications for double-sided work should follow ASTM F2205 guidelines for photopolymer plate dimensional stability, particularly when running reverse printing where dot gain compensation must be applied in reverse orientation. Register tolerance for front-to-back graphics alignment in production should be held to ±0.3 mm or better on a calibrated press — anything looser than ±0.5 mm will produce visible misalignment on label constructions where front and back graphics are designed to complement each other visually.
For label construction and adhesive performance qualification, FINAT Test Method FTM 1 (loop tack) and FTM 2 (peel adhesion at 180°) provide the baseline adhesive characterization data you should be requesting from your material supplier, especially when the adhesive layer is being printed on directly in the gum-side process route.
Honestly, the most common specification error we see in flexo double-sided label procurement is buyers over-specifying color density tolerances (demanding ΔE ≤ 1.5 on every station) while completely ignoring front-to-back register tolerance. Color variation of ΔE 2–3 on secondary colors is commercially invisible on most label applications. A 1 mm front-to-back misregistration is not.

For deeper context on flexographic plate selection and anilox optimization, our flexo technical library covers anilox specification, doctor blade setup, and ink viscosity management across substrate types. If you’re evaluating UV ink formulation options for film label applications, the ink systems and formulation section covers UV photoinitiator selection and migration compliance for food-adjacent packaging.
Practical Guidance for Buyers #
Before issuing an RFQ for double-sided flexo label production, get clarity on three things from every candidate converter: which production route they’re quoting, what their documented front-to-back register tolerance is on production runs (not press trials), and whether their material sourcing for in-line lamination uses matched shrinkage-rate stocks from a single supply chain.
Ask for samples from recent production — not press trials — and check them for adhesive edge bleed, lotus-edge deformation, and front-to-back register. If samples aren’t available from live production, that tells you something.
For UV ink systems, request migration compliance data if your label application is food or personal care adjacent. This is non-negotiable under EU packaging regulations and increasingly scrutinized under FDA guidance for indirect food contact.
In-line lamination is the most production-efficient route for mid-to-high volumes, but it requires the most precise material qualification upfront. If your converter can’t articulate their shrinkage-rate matching protocol for the two self-adhesive stocks, the production efficiency advantage evaporates in defect scrap.
Finally, make sure your converter is spec’ing silicone-release wrapping on all pass rollers in the adhesive-face path. It’s a basic requirement that surprisingly often gets missed in first-run setups.
Frequently Asked Questions #
Q: What’s the minimum print registration tolerance I should require for double-sided flexo labels where front and back designs are visually aligned?
A: For designs where front and back graphics are intended to align visually — a common requirement on cosmetic and spirits labels — specify front-to-back register tolerance at ±0.3 mm in production (not press proof). Some converters will quote ±0.5 mm as standard; that’s acceptable for designs with non-aligned content but will show visible offset on designs with deliberate front/back correspondence. Confirm this tolerance is measurable from production samples, not just claimed in spec sheets.
Q: Why does the in-line lamination method require shrinkage-matched materials, and how do I verify this before approving a supplier?
A: When two self-adhesive webs are laminated under tension and then die-cut, any difference in machine-direction thermal shrinkage between the opaque and transparent stocks causes the laminated construction to curl or develop lateral wave distortion (lotus-edge). In practice, you verify this by requesting material data sheets from the converter’s substrate supplier showing MD and TD dimensional change under heat and humidity, and then confirming both stocks originate from the same manufacturer’s matched product family. Don’t accept “we’ve run them together before” as qualification evidence — ask for the data sheets.
Q: Is UV ink mandatory for double-sided flexo label production?
A: For multi-pass ink printing routes, yes — UV cure between stations is effectively required to prevent wet trapping between reverse-printed color layers and the white flood coat. For paper-film laminate and in-line lamination routes, water-based or solvent-based flexo inks can be used, but cure and dimensional stability requirements must be carefully managed. UV systems give you the most process control on film substrates.
Q: What causes adhesive contamination on pass rollers in the gum-side printing process?
A: Any pass roller in the adhesive web path that isn’t wrapped in silicone-release paper will pick up adhesive transfer from the exposed PSA face. Once contamination starts, it builds up progressively and causes web tracking problems and print defects. It’s a simple fix at setup — and a surprisingly common oversight.
Q: Which application sectors are driving the most demand for double-sided flexo labels right now?
A: Cosmetics, mineral water, spirits, and beverage packaging are the primary volume sectors. Automotive interior glass labeling (windshield area labels) represents a smaller but technically demanding segment requiring specific adhesive performance. The common thread is transparent or translucent container packaging where double-sided labels provide visual depth or back-label information visible through the packaging.
Published by ukugi.com Technical Team | Request a sourcing quote
Content reviewed by james.chen | © ukugi.com — All rights reserved. Unauthorized reproduction prohibited.



