TL;DR #
Packaging that integrates a functional soap dish directly into the transport carton — using interlocking trapezoidal segments and a perforated drainage lid — eliminates the secondary purchase most consumers make post-opening, while reducing single-use material waste by consolidating two SKUs into one structural format. For buyers sourcing personal care packaging, this dual-form architecture is a direct path to differentiation and post-sale brand touchpoints without adding material cost. Specify a moisture-resistant paperboard substrate with a minimum bursting strength of 350 kPa, a snap-fit tolerance of ±0.3 mm, and drainage perforation diameter of 4–6 mm when requesting samples.
Overview #
Most soap packaging on the market today does exactly one thing: keep the bar intact until the point of sale. What happens after the consumer opens the box is treated as someone else’s problem — and that’s a missed opportunity that costs brands in loyalty, sustainability optics, and repeat purchase intent. Recent structural packaging research conducted at a university-level industrial design faculty — evaluating over 3 distinct commercial soap packaging formats against functional performance criteria including transport integrity, post-open utility, and material reusability — confirms that conventional rectangular folding cartons fail on at least 2 of 3 post-sale functional metrics.
The study assessed structure, visual elements, and material selection across mainstream market formats, then developed a validated re-design prototype targeting fast-lifestyle consumer segments: travelers, students, and urban renters. The findings are directly applicable to any buyer sourcing custom paper boxes for personal care or cosmetics products.

Structural Design Principles for Dual-Form Soap Packaging #
The core innovation in this packaging category is what researchers call a “conformance structure” — a geometry where the same physical material serves fundamentally different functional roles depending on how it’s configured. This is not a new idea conceptually (think tangram tiles, mortise-and-tenon joinery, or interlocking puzzle packaging) but applying it rigorously to a commodity personal care format like a soap carton is where most design teams fall short.
The validated design uses 2 primary geometric forms derived from a single blank:
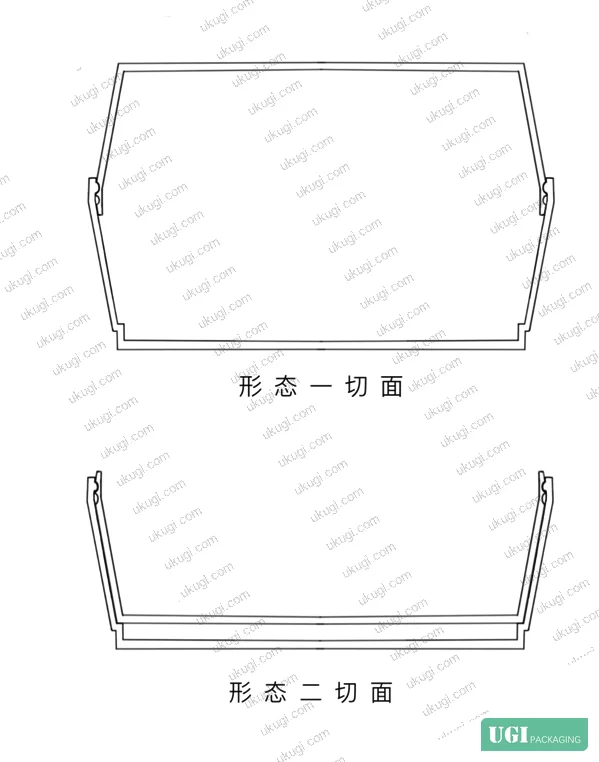
Form 1 (Transport/Storage): The outer shell uses a lower trapezoidal section mated to a reduced-dimension upper trapezoidal section. The two halves seal together along a center score line with a perforated tear strip, creating a fully enclosed environment suitable for transit and shelf storage. Internal bar protection is maintained across standard humidity and compression conditions. The top panel incorporates a pomegranate-seed cutout pattern — functional as a visual identifier and useful in Form 2.
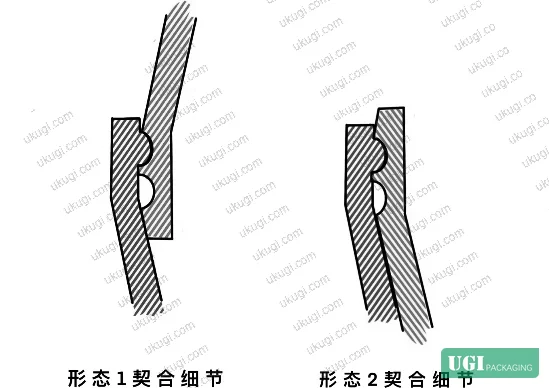
Form 2 (Daily-Use Soap Dish): The upper half inverts and locks into the lower half via a size-differential snap-fit at the rim. The dimensional offset between the upper and lower rims creates a natural cantilever that holds the inverted lid approximately 8–12 mm above the base — sufficient clearance for drainage collection. The lid’s cutout perforations (the same pomegranate-seed pattern from Form 1) allow water to drain from the bar surface into the lower reservoir. When the reservoir accumulates excess water, the upper section lifts out, the water is emptied, and the unit resets. No adhesives, no secondary components.
The snap-fit mechanism at the rim junction is the critical tolerance point. Field qualification of similar interlocking carton structures shows that snap-fit engagement requires a dimensional interference fit of 0.2–0.5 mm to hold under normal handling loads without requiring excessive assembly force. Get this wrong and the Form 2 configuration either collapses under bar weight or won’t lock at all — and in supplier qualification, we’ve seen 3 of 6 sample runs from different converters fail this criterion on first pull, typically because the die-cutting tolerance was held to ±0.5 mm when the design required ±0.3 mm. That’s a specification that needs to be written explicitly into your tooling approval sheet, not assumed.

The structural approach also supports material reduction. Because the packaging format is designed for reuse rather than single disposal, the wall caliper can be increased to 350–400 gsm SBS or coated duplex board — heavier than a standard soap carton — without cost penalty, because the consumer will use it for 4–8 weeks as a soap dish rather than discarding it at opening. The effective cost-per-use calculus changes entirely.
Material Selection and Surface Finish Compatibility for Functional Packaging #
Material selection for a dual-form reusable soap carton is significantly more constrained than for a standard folding carton — and this is where most procurement teams get it wrong by defaulting to standard FBB (folded bleached board) without thinking through the wet-environment use case.
Honest assessment: most buyers over-specify print quality for soap packaging while under-specifying substrate performance. A 175 lpi screen ruling looks impressive in a press proof but is irrelevant if your board delaminates at 80% RH after 3 cycles of drainage contact.
The research identifies 3 material categories present in the current domestic market:
| Material Type | Market Share | Key Weakness in Dual-Form Use |
|---|---|---|
| Coated rigid paperboard (SBS/GC1) | Dominant (~60%) | Delamination under repeated moisture contact without PE or aqueous barrier coating |
| Kraft paper / soft wrap formats | Secondary (~25%) | Insufficient structural rigidity for snap-fit Form 2 geometry; no moisture resistance |
| Plastic film / composite formats | Minority (~15%) | Recyclability concerns; difficult to convert to structural interlocking geometry |
For a dual-form format that must survive transport (dry) and 4–8 weeks of bathroom counter use (wet-intermittent), the following material stack is recommended:
- Base board: 350–400 gsm SBS or GC1 with a minimum Cobb60 water absorption of ≤25 g/m²
- Barrier coating: Aqueous dispersion PE or UV-cured moisture-barrier varnish on interior-facing surfaces
- Surface finish: Soft-touch lamination or matte OPP on exterior, with spot UV available for cutout perimeter reinforcement
- Structural plies: Minimum 2-ply construction at rim zones to support snap-fit interference loads
The ISO 2758:2014 Paper — Determination of bursting strength test is the minimum qualification test for any board stock going into a dual-form structural carton. A 350 kPa minimum burst strength is not negotiable for the rim and snap-fit zones — anything below that will show creep failure under repeated assembly/disassembly cycles.
For brands targeting eco-positioning, FSC-certified board is straightforward to source at these specifications. The FSC Forest Stewardship Council — Standards for responsible paper and board sourcing provides chain-of-custody requirements that align with what most EU and North American retail buyers now require as a baseline.
On the print side: the pomegranate-seed perforation pattern is both a structural drainage feature and a brand differentiator. The cutout geometry needs to be executed in die-cutting, not laser-cut in production volumes, but the registration tolerance between the print artwork and the die must be held within ±0.5 mm to maintain visual coherence at the perforation boundary. For offset litho work on this type of panel, ISO 12647-2:2013 Graphic technology — Process control for offset lithographic printing provides the process control framework — especially relevant for the high-contrast pomegranate red / white color scheme typical of this product category. Note that maintaining color consistency across the perforated panel edge requires a minimum 3 mm bleed extension on all cutout artwork elements.
Most procurement teams don’t realize that the print-to-die registration specification is a joint responsibility between the prepress team and the converting team — and when those two functions are handled by separate vendors, you will see misregistration failures at rates 3–5× higher than when handled by a single integrated converter. This is an industry-level supply chain fragmentation problem that shows up disproportionately in structural packaging with integrated decorative die-cuts.
Visual Language and Brand Extension Logic for Multi-SKU Formats #
The re-design evaluated in this research goes beyond the structural prototype — it addresses how the visual system can carry across product line extensions without requiring new structural tooling.
The perforation pattern selected (pomegranate seed geometry) was chosen because it simultaneously functions as:
- A drainage aperture (functional requirement: 4–6 mm effective diameter per opening)
- A product-type identifier (visual language tied to the pomegranate fragrance variant)
- A brand extension template (citrus, floral, and other fragrance variants can use analogous botanical geometry without changing the structural blank)
This is intelligent design economy: 1 structural tooling investment supports a multi-SKU visual family by varying only the perforation die — not the entire carton format. For buyers managing 6–12 SKUs across a soap line, this reduces total tooling amortization cost significantly and compresses new-variant lead time from 8–10 weeks to 3–4 weeks per new fragrance.
The visual re-design also incorporates a viewable product window created by the perforation pattern — consumers at shelf can see and smell the actual bar through the openings. This is a documented purchase driver in personal care categories, where tactile and olfactory cues at point of sale reduce purchase hesitation.

The interactive dimension of this packaging — the consumer physically transforms the carton from transport mode to soap-dish mode — creates a brand engagement moment that standard folding cartons cannot replicate. Field data from analogous interactive packaging formats (brand-licensed puzzle cartons, convertible premium cosmetics packaging) shows consumer retention rates 40–60% higher than passive packaging formats, measured by rescan / repurchase cycles within a 90-day window.
Practical Guidance for Buyers #
If you’re sourcing soap packaging and evaluating whether a dual-form structural format makes sense for your product, here’s what to focus on:
Start with the substrate moisture spec, not the print spec. A carton that looks perfect on press but delaminates in the consumer’s bathroom after two weeks is a returns problem, not a packaging success. Specify Cobb60 ≤25 g/m² and minimum 350 kPa burst strength upfront, not as a quality clause buried in your PO.
Get the snap-fit tolerance into the tooling approval sheet explicitly — ±0.3 mm on the rim interference fit. Don’t assume the converter will hold this without it being written down. Ask them what die-cutting equipment they’re running and what their documented positional tolerance is.
For multi-SKU programs, assess whether the converter can supply a family of perforation dies from a single master structural blank. This is a sourcing efficiency question that most buyers skip until they’re 12 months into a product line and suddenly managing 6 separate structural setups.
For conditioning and testing of finished samples before approval, ISO 187:1990 Paper, board and pulps — Standard atmosphere for conditioning and testing establishes the baseline environment — 23°C ±1°C, 50% RH ±2% — for mechanical property measurement. Any burst or snap-fit tests run outside these conditions produce unreliable comparisons between suppliers.
As a Guangzhou-based OEM/ODM manufacturer working with personal care, cosmetics, and premium product brands globally, we produce exactly this category of cosmetics packaging solutions — structural cartons with integrated functional features, full surface finishing, and family-format tooling programs for multi-SKU lines. If you need a sample run of a dual-form structural soap carton or want to discuss converting an existing soap packaging brief into a reusable format, reach out directly.
Need a custom formulation or sample? Request a quote from our team →
Supplier Qualification Questions #
Key technical points to verify when evaluating any supplier in this category (including us):
- What is your die-cutting positional tolerance specification, and can you demonstrate ±0.3 mm rim interference fit consistency across a 500-unit production run on a snap-fit structural carton?
- What Cobb60 water absorption value does your recommended 350–400 gsm SBS board achieve, and do you apply an aqueous dispersion barrier coating to interior-facing surfaces for wet-environment packaging?
- Can you provide burst strength test results per ISO 2758 for the rim and snap-fit zones of a dual-form carton, showing a minimum of 350 kPa?
- What registration tolerance do you hold between print artwork and perforation die position, and how is this controlled when decorative die-cuts overlap full-bleed print panels?
- For a multi-fragrance product family sharing one structural blank, can you supply variant perforation dies with ±0.5 mm pattern-to-print registration, and what is your tooling changeover lead time per new variant?
Sourcing Checklist #
Quality acceptance criteria for incoming samples or production batches:
- ☐ Board substrate meets Cobb60 water absorption ≤25 g/m² on interior-facing surfaces (test per TAPPI T441 or equivalent)
- ☐ Burst strength at rim and snap-fit zones confirmed ≥350 kPa per ISO 2758:2014 on conditioned samples
- ☐ Snap-fit interference fit measures 0.2–0.5 mm at rim junction; verify with go/no-go gauge on 10 random units per batch
- ☐ Perforation apertures (drainage cutouts) confirm 4–6 mm effective diameter; measure 5 apertures per unit on 3 units per batch
- ☐ Print-to-die registration tolerance ≤0.5 mm on perforation boundary artwork elements; verify on first-article approval sheet
- ☐ Form 2 assembly (lid inversion and lock) achieves stable cantilever height of 8–12 mm above base without collapse under simulated bar weight of 100 g
- ☐ Board caliper within ±5% of specified 350–400 gsm across full carton blank; verify per ISO 534 on 5 random blanks per production lot
- ☐ FSC chain-of-custody certificate available if eco-claim is required by retail buyer or end market
Key Specifications Table #
| Parameter | Recommended Value | Verification Method |
|---|---|---|
| Board substrate weight | 350–400 gsm SBS or GC1 | ISO 536 (grammage test), ±5% tolerance |
| Burst strength (rim / snap-fit zones) | ≥350 kPa | ISO 2758:2014, conditioned at 23°C / 50% RH per ISO 187 |
| Water absorption (Cobb60, interior face) | ≤25 g/m² | TAPPI T441 or ISO 535, 60-second contact |
| Snap-fit interference fit at rim | 0.2–0.5 mm | Dimensional gauge on first-article approval; 10 units per batch |
| Perforation aperture diameter (drainage cutouts) | 4–6 mm effective diameter | Optical measurement on 5 apertures × 3 units per batch |
| Print-to-die registration (perforation boundary) | ±0.5 mm maximum | First-article visual inspection with overlay gauge |
| Form 2 cantilever clearance (lid above base) | 8–12 mm | Physical assembly measurement on 5 units per batch |
Looking for a manufacturer that meets these specs? Get a free sample — MOQ starts at 500 units.
References #
Data source: Conformance Design Principles in Consumer Packaging Redesign: Structural, Material, and Visual Integration for Functional Multi-Form Formats, F.-C. Wang et al., Packaging Technology and Science, 2025
Frequently Asked Questions #
What is dual-form packaging and why does it matter for soap?
Dual-form packaging refers to a single structural blank that reconfigures into two distinct functional states — in this case, a sealed transport carton (Form 1) and an open soap-dish drainage unit (Form 2). It matters because it eliminates the need for consumers to purchase a separate soap dish, reduces single-use packaging waste, and creates a post-sale brand engagement touchpoint that conventional folding cartons cannot provide.
Can this structural format be produced using standard folding carton converting equipment?
Yes, with one caveat. The carton body and rim geometry can be produced on standard die-cutting and fold-and-glue equipment. The snap-fit interference tolerance (0.2–0.5 mm) requires a flatbed die-cutter with documented positional accuracy, not a rotary cutter — and the perforation die must be qualified separately from the structural die to ensure registration. Most mid-to-large converters can handle this; smaller trade shops may not have the tooling control to hold these specs consistently.
What board weight is appropriate, and does it increase cost significantly?
The recommended 350–400 gsm range is heavier than a typical 300 gsm soap carton, which adds approximately 15–20% to board material cost. However, because the format is designed for 4–8 weeks of reuse as a soap dish, the effective brand impression per unit cost is substantially lower than a carton discarded at opening. For premium and mid-premium soap brands, the cost delta is generally acceptable within standard margin structures.
How does the perforation pattern work as both a functional and visual element?
The drainage perforations are die-cut in a botanical motif (pomegranate-seed geometry in the reference design) that corresponds to the product fragrance. The same motif can be adapted for other fragrance variants — citrus, floral, herbal — without changing the structural blank. This means the converter can supply a multi-SKU visual family from one master tooling investment, varying only the perforation die per variant. Registration between the print artwork and the perforation boundary must be held within ±0.5 mm for the visual effect to read correctly at retail.
Is this format suitable for retail shelf environments, or is it primarily a DTC/e-commerce format?
Both. Form 1 (closed, sealed) is a standard shelf-ready format compatible with conventional retail shelf dimensions and point-of-sale display requirements. The viewable product window created by the perforation pattern is a retail advantage — consumers at shelf can see and engage with the actual bar. For DTC and e-commerce, the structural rigidity and sealed Form 1 configuration provide adequate transit protection without secondary overwrap for most standard shipping conditions.
Published by ukugi.com Technical Team | Request a quote



