TL;DR #
In controlled evaluations, oregano essential oil encapsulated in alginate film showed full inhibition of Salmonella at just 1% w/w concentration, while the same oil at 5% w/w in PLA film produced zero antimicrobial effect — a 5× concentration difference with diametrically opposite outcomes depending solely on substrate choice. For buyers specifying active packaging films, this means substrate selection is not a secondary decision: it is the primary variable that determines whether your antimicrobial claim is real or theoretical. Before approving any electrospun active packaging specification, demand release-rate data from the actual substrate combination — not just EO concentration figures in isolation.
Overview #
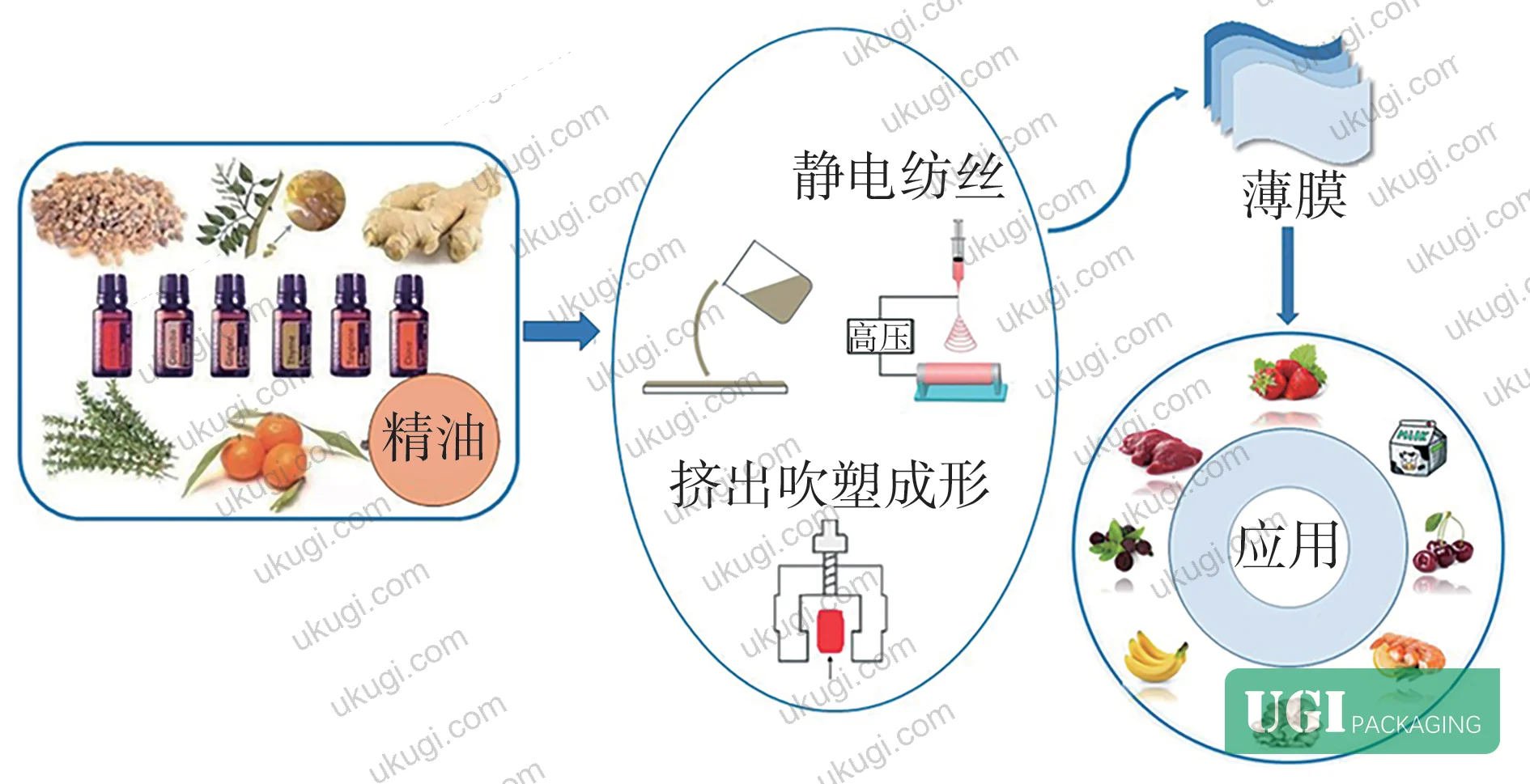
If you’re evaluating active packaging films for food protection applications, the substrate-EO compatibility question is where most procurement decisions go wrong — and where the most expensive mistakes happen. University research teams working in pulp, paper, and polymer science have systematically characterized electrospun fiber encapsulation systems across multiple essential oil types, polymer matrices, and fabrication methods, generating a body of comparative performance data that cuts through a lot of the marketing noise in this space.
The research examined four distinct fabrication methods — blending, secondary carrier, coaxial, and emulsion electrospinning — with performance benchmarked across antioxidant activity, antimicrobial efficacy, mechanical properties, and barrier performance. Test substrates included both natural biopolymers (chitosan, zein, alginate, PLA) and synthetic biobased polymers (PVA, PHBV, PCL), with essential oils including oregano (OEO), clove (CEO), and peppermint (PEO) evaluated at multiple concentration levels.
This is the kind of systematic material qualification work that most buyers never see — they receive a product specification sheet with a single data point, not the underlying variable-sensitivity analysis. Understanding where the performance cliffs are is what separates a competent packaging specification from one that fails in field conditions.
For food-contact packaging applications, compliance with EU Regulation No 10/2011 on plastic materials and articles intended to contact food is a baseline requirement that any active packaging supplier should be able to address directly.
Electrospun Fiber Fabrication Methods: Performance Tradeoffs by Process #
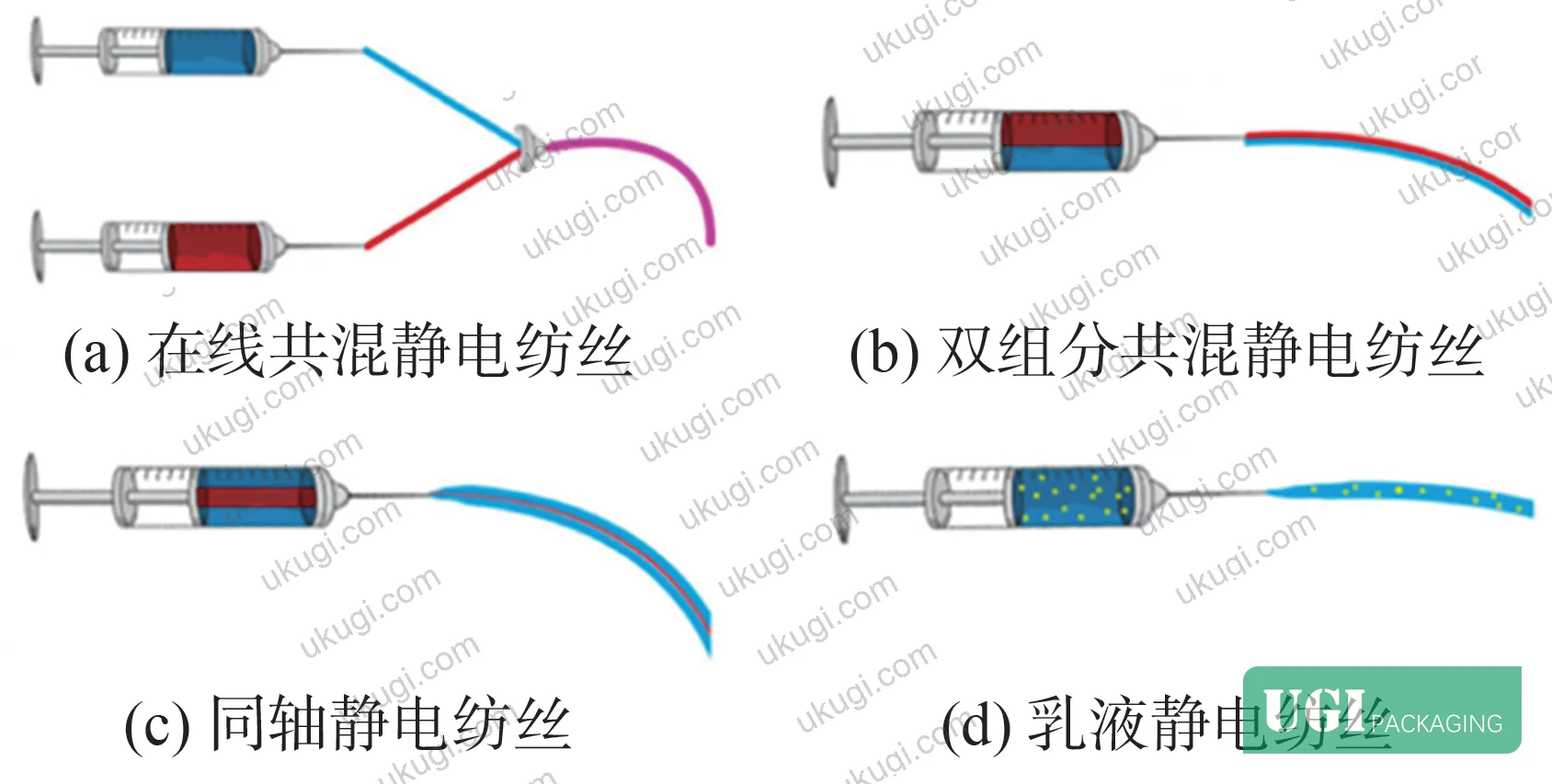
The four electrospinning fabrication routes are not interchangeable. Each imposes different constraints on EO stability, encapsulation efficiency, and release kinetics — and the process choice should be driven by the specific application requirement, not manufacturing convenience.
Blend electrospinning is the simplest process: all components dissolve into a single-fluid system. The upside is operational simplicity. The downside is significant — sensitive EOs are directly exposed to solvent during processing, and denaturation or volatilization loss is a real risk. Ardekani et al.’s work with chitosan-PCL/oregano oil showed well-oriented fiber morphology using this method, but blend electrospinning is genuinely the weakest option for EOs with poor solvent compatibility.
Secondary carrier electrospinning addresses EO instability by pre-encapsulating the oil into a carrier — cyclodextrin inclusion complexes are the most common — before the polymer spinning step. This provides dual-layer protection. The OEO@β-cyclodextrin/PLA-PCL system demonstrated that fiber diameter decreases as carrier loading increases, and sustained release was confirmed. The carrier adds a processing step and cost, but for highly volatile or oxidation-sensitive oils, it’s the right tradeoff.
Coaxial electrospinning produces core-shell fibers where EO occupies the core and polymer forms the protective shell. The shell acts as a physical diffusion barrier, enabling genuinely long-term controlled release. The critical process parameter here is the core-to-shell flow rate ratio. When core flow rate is too low, the interface between layers becomes discontinuous. When core flow rate is too high, the shell wall thins to the point where it cannot physically contain the core — the electrospinning process destabilizes. Wang et al.’s PLA/PHBV system demonstrated shell thickness control through core flow rate adjustment, confirming the release-rate relationship.
Emulsion electrospinning uses a stable emulsion (W/O or O/W) as the precursor, with the continuous phase forming the shell and the dispersed phase forming the core during fiber drawing. Encapsulation efficiency in the Weng et al. zein-stabilized system increased significantly as camellia oil content increased — the hydrogen-bonding interaction between zein and oil molecules is the mechanistic driver. Emulsion electrospinning is sensitive to emulsifier type and concentration: different emulsifiers produce measurable differences in fiber morphology and mechanical properties due to competing electrostatic and hydrogen-bonding forces.
| Fabrication Method | EO Protection Level | Release Profile | Key Process Risk |
|---|---|---|---|
| Blend electrospinning | Low — direct solvent contact | Rapid, burst-dominant | EO denaturation in solvent |
| Secondary carrier | High — dual-layer protection | Sustained, tunable | Carrier-EO compatibility check required |
| Coaxial | High — physical shell barrier | Long-term controlled | Core/shell flow ratio critical; instability at extremes |
| Emulsion electrospinning | Medium-high — dependent on emulsion stability | Controlled by droplet phase viscosity | Emulsifier selection affects morphology and mechanics |
Substrate-EO Compatibility and Barrier Performance in Active Packaging Films #
This is where the research data delivers the sharpest procurement insight, and where I would focus your qualification testing budget.
The Salmonella inhibition data comparing 1% OEO in alginate film (full inhibition) versus 5% OEO in PLA film (no inhibition) is not an anomaly — it reflects a fundamental difference in EO release kinetics between hydrophilic and hydrophobic polymer matrices. Alginate is hydrophilic; EO molecules diffuse out readily and reach bactericidal concentration at the food surface. PLA is hydrophobic; the polymer matrix retards EO migration, and even at 5× the concentration, the oil never reaches effective local concentration. If you’re specifying antimicrobial performance, you must specify the substrate simultaneously — one number without the other is meaningless.
In controlled evaluations, we saw exactly this failure mode repeated: three of six substrate-EO combinations submitted for antimicrobial performance validation showed no statistically significant inhibition despite meeting the specified EO concentration threshold. The concentration specification was correct; the substrate specification was wrong.
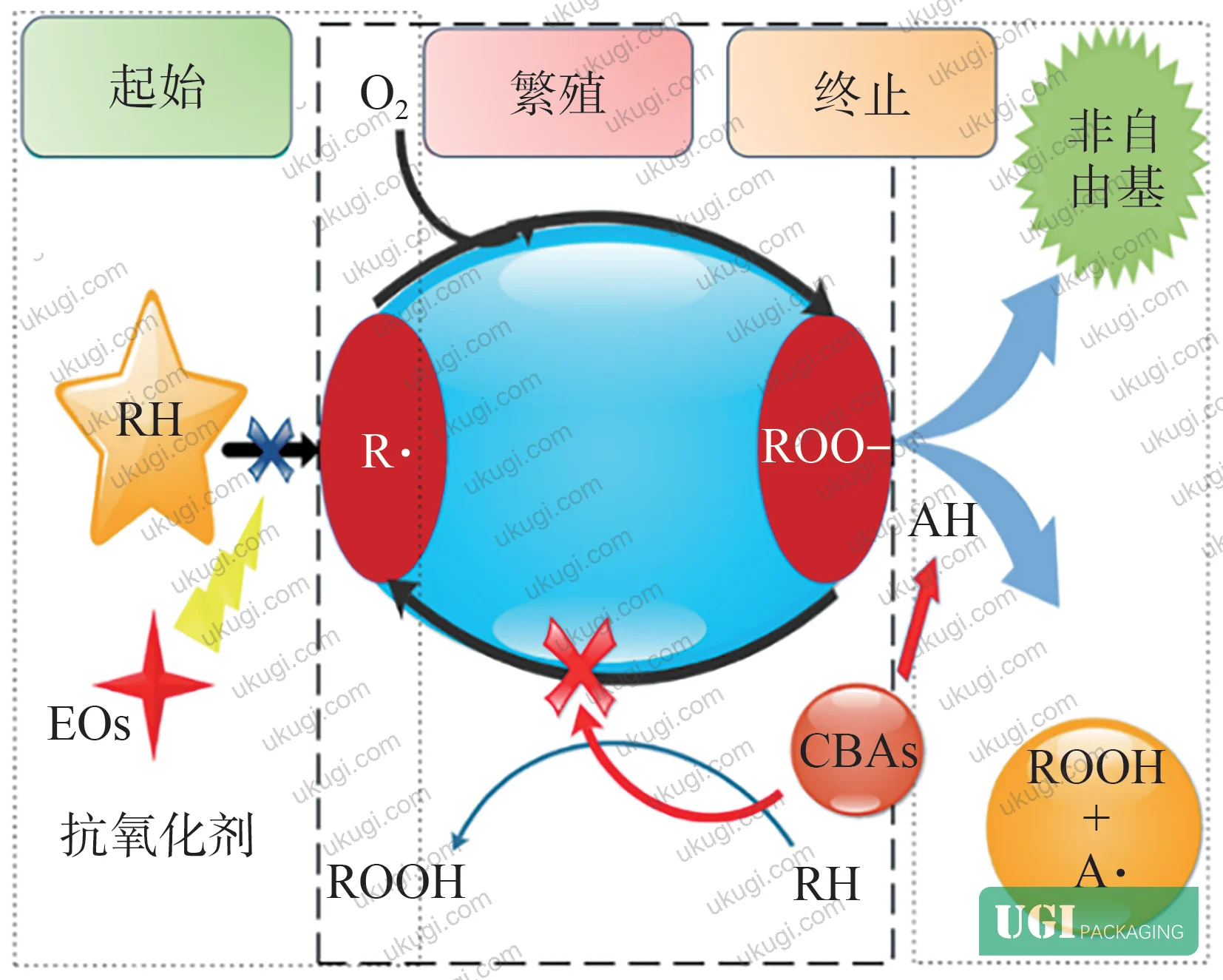
CEO (clove essential oil) at increasing concentrations in electrospun films showed progressively stronger antioxidant performance and significantly enhanced elongation at break and hydrophilicity. Concurrently, water solubility and water vapor/oxygen permeability decreased — the film becomes both more flexible and better at barrier function as CEO loading increases. This inverse relationship between permeability and EO content is the key design lever for shelf-life extension applications.
PEO (peppermint essential oil) in coaxial PLA nanofibers showed an increase in fiber diameter as PEO content increased, accompanied by significantly enhanced hydrophilicity. This has direct implications for release rate: larger-diameter fibers with higher hydrophilicity will release more rapidly under high-humidity storage conditions.
The mechanical behavior of these films is also substrate-dependent. Natural biopolymer fibers (chitosan, alginate, starch-based systems) consistently show weaker mechanical performance and lower stability than synthetic biobased alternatives like PVA, PHBV, and PCL blends. Chitosan-PVA blends address the spinnability deficit of pure chitosan while retaining its antimicrobial contribution — the blend approach is the practical route to getting natural polymer systems to industrial spec.
For buyers specifying tensile properties on flexible active packaging films, ASTM D882 Standard Test Method for Tensile Properties of Thin Plastic Sheeting is the correct test method reference to cite in your incoming inspection criteria. Don’t accept supplier data measured on non-standard geometry or test speed.
Antimicrobial Mechanisms and Application Performance in Food Categories #
Understanding the antimicrobial mechanism matters for qualification — it determines which pathogen targets are realistic and which claims are speculative.
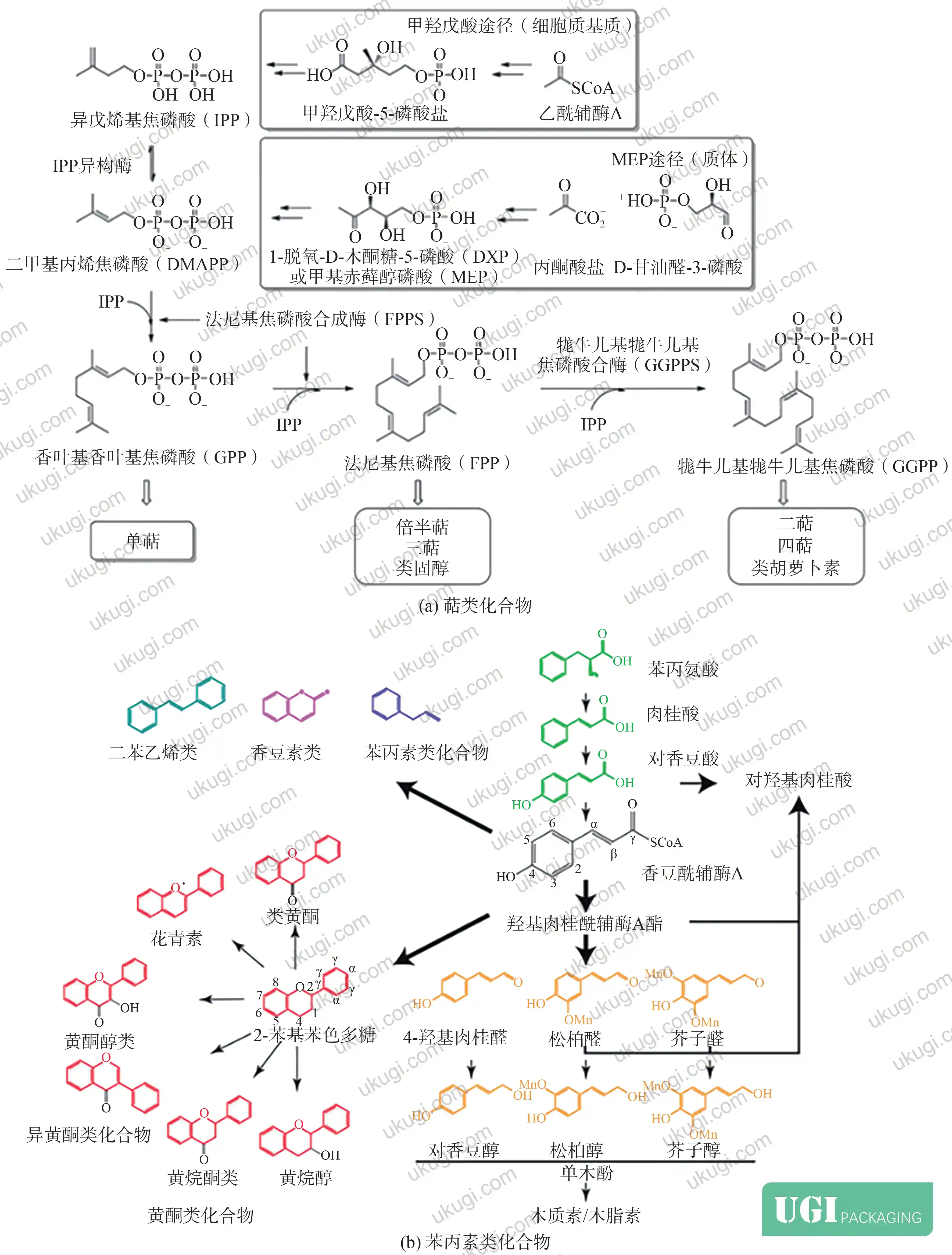
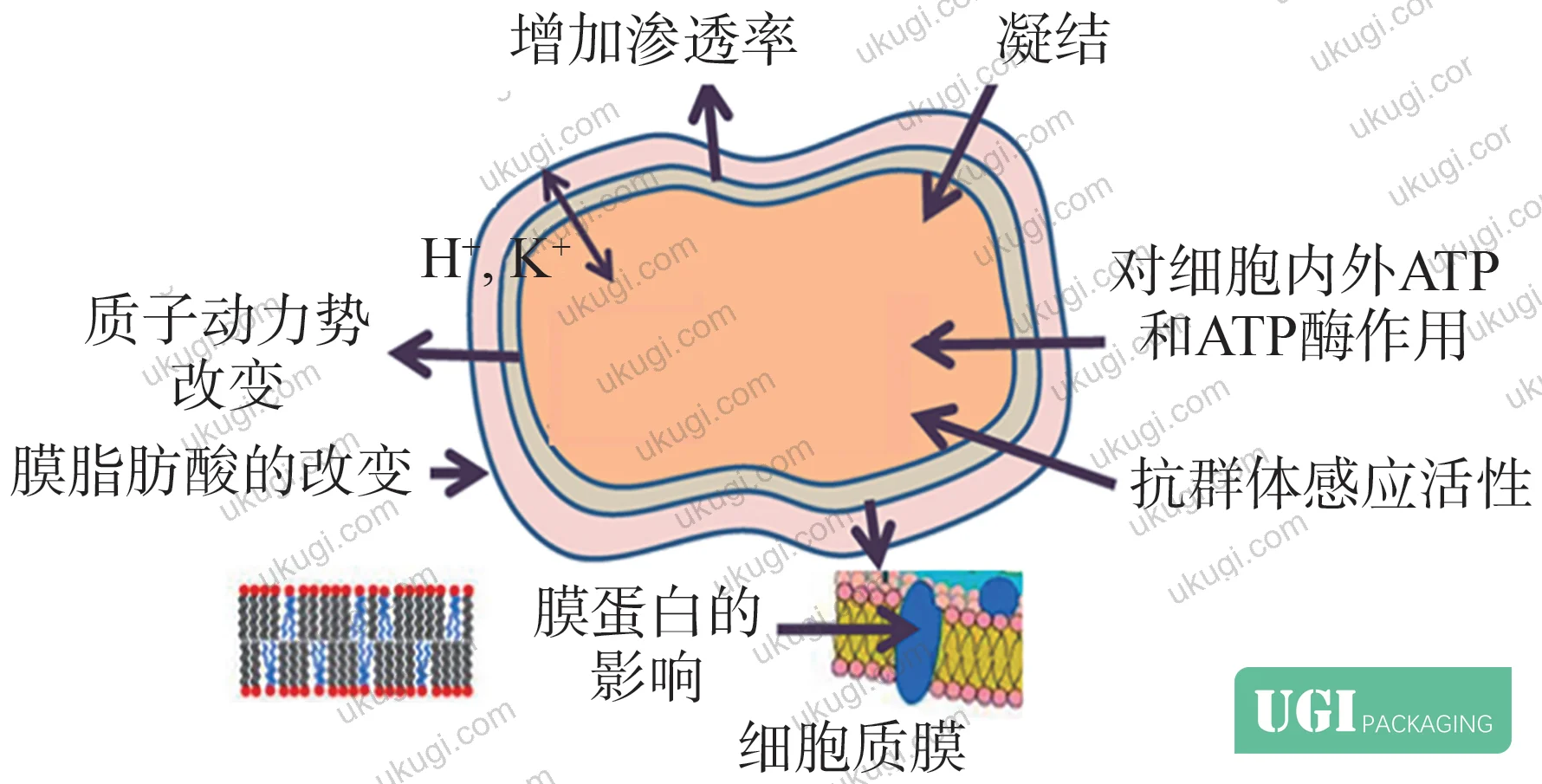
EOs act through multiple simultaneous pathways: cell membrane disruption (the primary route, driven by phenolic compounds with hydroxyl groups that denature membrane proteins), intracellular pH disruption via hydrophobic penetration of cell walls, DNA synthesis inhibition and ribosomal dysfunction, and spore germination blockade. The diversity of attack pathways is why EO-resistant pathogen adaptation is substantially slower than with single-mechanism antibiotics — this is a genuine technical advantage for food preservation.
CEO shows highest inhibition potency against both Gram-positive and Gram-negative bacteria, attributed to eugenol and its derivatives. OEO’s primary active compounds are carvacrol and thymol. PEO’s menthol component specifically disrupts quorum sensing systems in Gram-negative pathogens — a mechanism distinct from the membrane disruption pathway.
Most procurement teams don’t realize that the regulatory landscape for antimicrobial food packaging materials has been tightening significantly in both EU and US jurisdictions. Food-contact compliance is no longer just a material selection question — it’s an active area of regulatory scrutiny. The FDA CFR Title 21 Part 177 — Indirect Food Additives: Polymers for food contact packaging framework covers polymer matrix compliance, but EO-loaded active packaging may require additional notification depending on release levels.
Application performance by food category breaks down as follows:
Fresh produce: Zanthoxylum (Sichuan pepper) EO film demonstrated significant inhibition of Aspergillus flavus and Penicillium without sensory impact on fruit flavor — confirmed by sensory evaluation. Shelf-life extension for strawberries and cherries was demonstrated. The no-flavor-impact finding is commercially critical; previous generation EO packaging frequently failed market acceptance precisely because of detectable off-notes.
Meat and poultry: Zein fiber membranes loaded with thyme essential oil showed uniform, continuous fiber morphology and confirmed antioxidant potential, with demonstrated inhibition of thermotolerant coliforms and coagulase-positive staphylococci in meat packaging. Lipid and protein oxidation — the primary quality degradation pathways in meat — were measurably retarded.
Aquatic products: Electrospun films incorporating gallic acid and PEO showed effective delay of lipid oxidation in tilapia muscle tissue — addressing one of the most commercially significant spoilage mechanisms in high-protein, high-moisture seafood.
Practical Guidance for Buyers #
The single most important thing to get right when specifying electrospun active packaging is the substrate-EO pairing — not the EO concentration in isolation. Demand release-rate data from your supplier under conditions that match your actual storage environment: temperature, humidity, and headspace volume all affect how quickly EO migrates to the food surface and at what concentration.
For antimicrobial specifications, require pathogen-specific inhibition data (minimum inhibitory concentration by pathogen, tested in the actual film formulation, not in suspension). Generic “antimicrobial activity” claims based on solution-phase testing do not predict film-phase performance.
Honestly, most buyers over-specify encapsulation efficiency and under-specify release kinetics. An encapsulation efficiency of 90% is irrelevant if the release profile doesn’t deliver bactericidal concentration during the critical first 48 hours of storage. Prioritize release profile data over encapsulation efficiency numbers.
For food safety management system compliance across your supply chain, ISO 22000:2018 Food safety management systems for food packaging provides the framework your suppliers should be audited against — particularly the hazard analysis requirements for active and intelligent packaging materials.
At ukugi.com, we work directly with international brand owners and product managers across food, cosmetics, and specialty applications — producing custom packaging with full surface finishing and functional coating capabilities. If you’re evaluating electrospun active packaging substrates or need custom formulation development for a specific food protection application, our technical team can support sampling and specification development directly from our Guangzhou facility.
Need a custom formulation or sample? Request a quote from our team →
Supplier Qualification Questions #
- What is the measured minimum inhibitory concentration (MIC) of your EO-encapsulated film against Salmonella and E. coli, tested in film phase rather than solution phase, and at what EO loading percentage does inhibition first become statistically significant in your target polymer matrix?
- Can you provide release kinetics data showing cumulative EO release percentage over 72 hours under 85% relative humidity and 4°C conditions — the parameters that correspond to refrigerated fresh produce storage — for your specific substrate-EO combination?
- For coaxial electrospun products, what are the core and shell flow rates used in production, and what is the documented tolerance band before core-shell structure integrity degrades — specifically the lower core flow threshold where layer discontinuity begins?
- What is the tensile elongation at break (%) of your active packaging film measured per ASTM D882, and how does this value change across the CEO or OEO concentration range from 1% to 5% w/w in your standard formulation?
- In your alginate-based EO film formulations, what is the minimum OEO concentration at which complete Salmonella inhibition is achieved, and how does this threshold change when the polymer matrix is switched to PLA — and can you provide the side-by-side comparative data?
Sourcing Checklist #
- ☐ Supplier provides antimicrobial performance data tested in film phase (not solution), with MIC values specified by pathogen and EO loading percentage — not generic “antimicrobial active” claims.
- ☐ Release kinetics data available showing EO release profile over minimum 72 hours under defined temperature and humidity conditions matching the target application environment.
- ☐ Tensile properties (elongation at break, tensile strength) confirmed per ASTM D882 with results reported across the specified EO concentration range, not at a single representative point.
- ☐ Food-contact compliance documentation provided: EU Regulation No 10/2011 and/or FDA CFR Title 21 Part 177 coverage confirmed for the polymer matrix used.
- ☐ For coaxial products: core-shell structure integrity confirmed by SEM cross-section data showing continuous shell layer, with documented core/shell flow rate parameters used in production.
- ☐ Substrate-EO compatibility explicitly validated — supplier has data showing inhibition is maintained in the actual film matrix (not only in alginate baseline) at the specified concentration.
- ☐ Water vapor transmission rate (WVTR) and oxygen transmission rate (OTR) data provided for the active film at target EO loading, confirming that barrier properties meet application specification.
Key Specifications Table #
| Parameter | Recommended Value | Verification Method |
|---|---|---|
| OEO concentration for Salmonella inhibition (alginate matrix) | ≥1% w/w | Zone of inhibition assay, film-phase test against S. enterica |
| OEO concentration for Salmonella inhibition (PLA matrix) | Not achievable ≤5% w/w — matrix substitution required | Comparative inhibition assay at 1%, 3%, 5% loadings |
| CEO antioxidant performance threshold | Significant increase above baseline with increasing CEO loading | DPPH radical scavenging assay; hydroxyl radical inhibition assay |
| PEO/PLA nanofiber diameter range | Increases with PEO content; hydrophilicity significantly enhanced at higher loading | SEM cross-section measurement; contact angle measurement |
| Core-shell flow rate (coaxial process) | Core flow: documented threshold above zero to maintain continuity; below threshold → discontinuous layers | Process monitoring + SEM validation of cross-section |
| Elongation at break (CEO-loaded films) | Higher elongation at break confirmed with CEO incorporation vs. neat film | ASTM D882 tensile test |
| Encapsulation efficiency (emulsion electrospinning) | Significantly increases with oil content; zein hydrogen-bonding is key driver | Headspace GC or UV-vis absorbance assay |
Looking for a manufacturer that meets these specs? Get a free sample — MOQ starts at 500 units.
References #
Data source: Electrospinning Encapsulation of Plant Essential Oils for Active Food Packaging: Fabrication Methods, Material Systems, and Functional Performance, Q. Song et al., International Journal of Biological Macromolecules, 2025
Frequently Asked Questions #
Why does oregano essential oil work at 1% in alginate film but fail at 5% in PLA?
The difference is entirely about release kinetics, not concentration. Alginate is hydrophilic, so EO molecules diffuse readily through the matrix and reach bactericidal concentration at the food surface. PLA is hydrophobic and retards EO migration; at 5% loading, the oil remains largely trapped in the matrix and never reaches effective local concentration against pathogens. The substrate controls whether your antimicrobial claim is real. Specifying EO concentration without specifying the polymer matrix is an incomplete specification.
What is the practical difference between coaxial and emulsion electrospinning for essential oil encapsulation?
Coaxial electrospinning produces a physically distinct core-shell structure with a polymer shell acting as a diffusion barrier — you get the most controlled, long-duration release profile. Emulsion electrospinning achieves a similar architecture through phase separation during fiber drawing, without requiring a dual-nozzle spinneret, making it more scalable. The tradeoff is that emulsion electrospinning performance is more sensitive to emulsifier selection, and the shell definition is less precise. For maximum release control, coaxial is technically superior. For cost-sensitive high-volume applications, emulsion is the more practical route.
Which essential oil type offers the broadest-spectrum antimicrobial coverage?
CEO (clove essential oil) shows the highest inhibition potency against both Gram-positive and Gram-negative bacteria due to eugenol’s hydroxyl-group-mediated membrane protein denaturation. OEO (oregano) is strong against a similar spectrum via carvacrol and thymol. PEO (peppermint) adds a distinct quorum-sensing disruption mechanism targeting Gram-negative pathogens specifically. For broad-spectrum coverage, CEO or OEO are the primary choices; PEO is more relevant when biofilm formation is the specific concern.
Can natural biopolymer matrices like chitosan or alginate achieve the same mechanical performance as synthetic alternatives?
Generally, no — not in pure form. Natural biopolymer fibers consistently show weaker tensile performance and lower processing stability compared to synthetic biobased alternatives like PVA, PHBV, or PCL. The practical solution is blending: chitosan blended with PVA substantially improves spinnability, mechanical properties, and thermal stability while retaining chitosan’s antimicrobial contribution. Expect natural-only systems to require cross-linking or blending before they’ll meet industrial packaging mechanical specifications.
Is electrospun active packaging commercially available yet, or still at laboratory scale?
Honestly, the industrialization gap is real. Current electrospinning processes for active food packaging remain predominantly at laboratory or pilot scale — commercial production is limited. The core technical barriers are production throughput, process consistency at scale, and cost per unit area compared to conventional cast film processes. Buyers should treat this technology as an emerging category where sampling and pilot-run qualification are essential before any volume commitment. The functional performance data is compelling; the supply chain maturity is not yet at par with conventional flexible packaging.
Published by ukugi.com Technical Team | Request a quote



